全國ersa回流焊注意事項
Heller回流焊和傳統回流焊各自適用于不同的場景,以下是對它們適用場景的詳細歸納:Heller回流焊適用場景質優電子產品制造:Heller回流焊的高精度溫度控制和穩定的焊接效果使其成為質優電子產品制造的優先。這些產品通常對焊接質量和可靠性有極高的要求,如智能手機、平板電腦、可穿戴設備等。航空航天領域:在航空航天領域,電子元件的焊接質量和可靠性至關重要。Heller回流焊能夠滿足這一領域對高精度、高可靠性和高穩定性的需求,確保電子元件在極端環境下正常工作。汽車電子:汽車電子部件的焊接需要經受高溫、振動等多種惡劣環境的考驗。Heller回流焊能夠提供穩定的焊接效果,確保汽車電子部件的可靠性和耐久性。醫療設備:醫療設備對電子元件的焊接質量和可靠性要求極高,因為任何故障都可能對患者的生命造成威脅。Heller回流焊能夠提供高質量的焊接效果,確保醫療設備的穩定性和安全性。工業控制設備:工業控制設備需要長時間穩定運行,對焊接質量和可靠性有很高的要求。Heller回流焊能夠滿足這一需求,確保工業控制設備的穩定性和可靠性。 回流焊,高效焊接,保障電子產品性能,降低生產成本。全國ersa回流焊注意事項
回流焊和波峰焊在電子制造業中都有寬泛的應用,它們各自具有獨特的優缺點。回流焊的優缺點優點:高精度和高密度:回流焊特別適用于小型化、高密度的電路板設計,能夠提供精確的焊接位置和優異的焊接質量。寬泛的適用性:回流焊可以焊接各種尺寸和形狀的電子元件,包括貼片元件和插件元件。良好的溫度控制:回流焊過程中的溫度控制非常精確,有助于減少焊接缺陷,提高焊接質量。環保:回流焊通常采用無鉛錫膏,符合環保要求,對環境影響較小。節省材料:回流焊過程中錫膏的使用量較少,有助于降低生產成本。缺點:成本較高:回流焊設備的成本相對較高,對初期投資較大的企業來說可能是一個挑戰。技能要求高:回流焊對操作人員的技能要求較高,需要精確控制焊接參數以避免焊接缺陷。熱應力問題:回流焊過程中,電子元件和印刷電路板需要承受較高的溫度,可能導致熱應力問題,影響產品的性能和可靠性。 半導體回流焊廠家直銷回流焊,確保焊接點牢固可靠,提升電子產品市場競爭力。
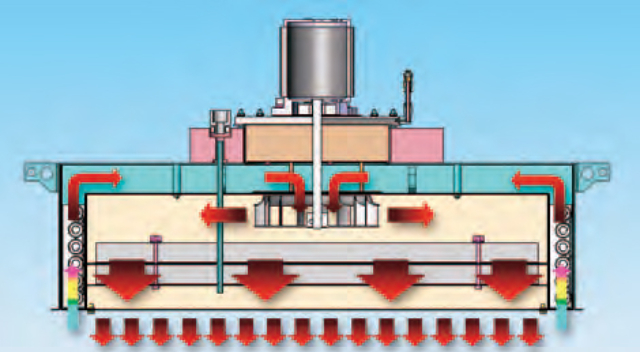
回流焊表面貼裝技術是一種常見的電子制造工藝,主要用于將表面貼裝元件(SMD)焊接到印刷電路板(PCB)上。以下是對該技術的詳細介紹:一、基本原理回流焊表面貼裝技術的基本原理是利用加熱系統將焊接區域加熱至錫膏熔化的溫度,使錫膏與電子元件和印刷電路板之間形成可靠的電氣連接。回流焊過程通常包括預熱、熔化(吸熱)、回流和冷卻四個階段。預熱階段:將電路板緩慢加熱至錫膏熔化的溫度,以避免熱應力損傷電子元件。預熱區的溫度通常維持在60℃至130℃之間。熔化(吸熱)階段:錫膏加熱至熔化溫度,形成熔融態的焊料。此階段需要保持一定的溫度和時間,確保焊膏充分熔化并均勻覆蓋焊盤和元件引腳,形成良好的潤濕效果。回流階段:熔融態的焊料在進一步加熱***動并與電子元件和印刷電路板的焊盤接觸,形成電氣連接。這是整個回流焊工藝中的重心環節,溫度迅速上升至焊膏的熔點以上,使焊膏完全熔化并與焊盤和元件引腳形成液相焊接區。回流區的溫度設置取決于錫膏的熔點,一般在245℃左右。冷卻階段:降低溫度使焊料凝固,完成焊接過程。冷卻過程需要控制得當,以確保焊點迅速凝固并增強焊接的可靠性。冷卻速率對焊點的強度和外觀有直接影響。
選擇Heller回流焊時,需要考慮多個因素以確保所選設備能夠滿足生產需求并保證焊接質量。以下是一些關鍵的選擇步驟和考慮因素:一、明確生產需求PCB板和元器件類型:根據PCB板和元器件的種類和規格,選擇能夠提供合適溫度曲線的回流焊機。不同類型的PCB板和元器件需要不同的溫度曲線,因此需要根據實際情況進行調整。產量和效率要求:根據生產線的產量和效率要求,選擇具有相應加熱區數量和加熱能力的回流焊機。一般來說,加熱區數量越多,越容易調整和控制溫度曲線,從而提高生產效率和焊接質量。二、評估設備性能溫度控制能力:選擇具有高精度溫度控制能力的回流焊機,以確保焊接過程中的溫度穩定性和準確性。Heller回流焊以其高精度的溫度控制而聞名,能夠滿足各種復雜的焊接需求。冷卻速率:冷卻速率對焊接質量有重要影響。選擇具有快速冷卻能力的回流焊機,有助于形成良好的焊點和減少熱應力。設備穩定性和可靠性:選擇穩定性和可靠性高的回流焊機,以減少故障率和停機時間,提高生產效率。Heller回流焊以其高穩定性和高效率而著稱,能夠滿足長期穩定運行的需求。 回流焊技術,適用于各種電子元件,確保焊接點無缺陷,提升產品整體性能。

避免回流焊問題導致的PCB(印制電路板)變形,可以從以下幾個方面入手:一、優化回流焊工藝參數降低溫度:溫度是PCB應力的主要來源。通過降低回流焊爐的溫度或調慢PCB在回流焊爐中升溫及冷卻的速度,可以有效降低PCB變形的風險。優化溫度曲線:精確設置回流焊的溫度曲線,確保PCB在升溫、保溫和冷卻階段都能得到適當的溫度處理。避免溫度突變或溫度過高導致的PCB變形。二、選擇高質量的材料采用高Tg板材:Tg是玻璃轉換溫度,即材料由玻璃態轉變成橡膠態的溫度。高Tg板材具有較高的玻璃化轉變溫度,可以增加PCB的剛性和耐熱性,降低在回流焊過程中的形變風險。選用質量焊料:質量焊料具有更好的潤濕性和流動性,有助于減少焊接過程中的應力集中和變形。 回流焊技術,適用于多種電子元件,實現高效、精確焊接。半導體回流焊廠家直銷
回流焊,利用高溫熔化焊膏,實現電子元件與PCB的牢固連接。全國ersa回流焊注意事項
回流焊溫度控制的較好方法涉及多個方面,以下是一些關鍵步驟和考慮因素:一、確定溫度范圍根據焊接材料確定:不同的焊接材料有不同的熔點和焊接特性,因此需要根據所使用的焊錫膏、焊錫絲等焊接材料的特性來確定回流焊的溫度范圍。考慮電路板及元器件:電路板的材質、厚度以及元器件的類型、封裝等也會影響回流焊的溫度設置。例如,多層板、高密度封裝元器件等可能需要更精確的溫度控制。二、設置溫度曲線預熱區:預熱區的目的是使電路板和元器件逐漸升溫,避免急劇升溫帶來的熱沖擊。預熱溫度應設置在焊接溫度的50%左右,預熱時間控制在6090秒,升溫速率一般控制在13°C/s之間。保溫區(浸潤區):保溫區使電路板和元器件達到熱平衡,確保焊錫膏充分軟化和流動。溫度通常維持在錫膏熔點以下的一個穩定范圍,保持一段時間使較大元件的溫度趕上較小元件的溫度。回流區:回流區是焊接過程中的關鍵區域,溫度應設置在焊錫膏的熔點以上2040°C(無鉛工藝峰值溫度一般為235245°C),確保焊錫膏完全熔化并形成良好的潤濕效果。回流時間應適中,避免過長或過短導致的焊接不良。冷卻區:冷卻區使焊點迅速冷卻并固化。冷卻速率應控制在3~4°C/s之間,冷卻至75°C左右。 全國ersa回流焊注意事項
- 全國晶圓貼片機廠家直銷 2025-04-16
- AXIX-ray生產廠家 2025-04-16
- 全國wafer貼片機供應 2025-04-15
- 全國ASM貼片機哪家好 2025-04-15
- 微米級植球機技術規范 2025-04-15
- TE壓接機服務手冊 2025-04-15
- VitroxX-ray技術規范 2025-04-15
- 進口X-ray代理價錢 2025-04-15
- 全國TRIX-ray廠家 2025-04-15
- BGA植球機型號 2025-04-15
- RUEF400要多少錢 2025-04-16
- 四川高壓斷路器電力試驗儀廠家 2025-04-16
- 天津耐高溫聚酰亞胺漆包線哪家好 2025-04-16
- 屏蔽罩載帶批量定制 2025-04-16
- 西藏ADI單片機 2025-04-16
- 重慶單相可控硅調壓模塊廠家 2025-04-16
- 鐵藝鐘機芯廠家 2025-04-16
- 湖南振動監測傳感器廠家 2025-04-16
- 福田區品質集成電路量大從優 2025-04-16
- 遼寧NIRQUEST+2.5海洋光學網站 2025-04-16