天津大型不銹鋼制管機成交價
質量檢測環節對不銹鋼制管機生產的重要性:質量檢測是不銹鋼制管機生產過程中不可或缺的重要環節,其目的是確保生產出的不銹鋼管符合相關質量標準與客戶要求。在管材生產過程中,首先進行在線檢測。通過傳感器實時監測管材的外徑、壁厚、圓度等尺寸參數,一旦發現參數超出預設范圍,系統立即發出報警信號,并自動調整設備參數。當管材外徑偏差超過 ±0.1mm 時,系統會自動調整成型輥輪位置。同時,對焊接質量進行在線監測,利用超聲波探傷、渦流探傷等技術檢測焊縫是否存在裂紋、氣孔等缺陷。在管材生產完成后,要進行離線檢測。采用水壓試驗檢測管材的耐壓性能,確保管材在規定壓力下不發生泄漏與破裂。此外,對管材的表面質量進行人工檢查,查看是否存在劃傷、凹痕等缺陷。通過嚴格的質量檢測環節,保證了不銹鋼管的質量穩定性,提高了產品的市場競爭力。某管材生產企業通過完善質量檢測體系,產品合格率從 85% 提升至 95% 以上,贏得了客戶的高度信賴。特種不銹鋼制管機能夠生產復雜結構的管材,滿足特殊需求。天津大型不銹鋼制管機成交價

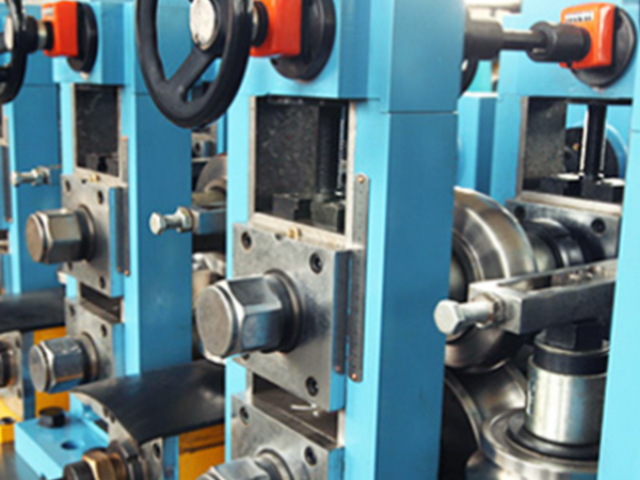
談及不銹鋼制管機的精密構造,不得不提它的模具系統。為滿足多樣化的市場需求,模具采用高硬度、耐磨且熱穩定性較好的合金材料制成,能夠耐受高頻次的沖壓與擠壓。不同規格的模具可快速更換,方便生產企業靈活調整產品類型。例如,當市場對薄壁不銹鋼管需求激增時,只需短短數小時,便可完成模具切換,投入薄壁管生產。同時,制管機的校直裝置猶如一位嚴謹的質檢員,運用高精度的傳感器實時監測管材的直線度,一旦發現偏差,即刻通過液壓或機械結構微調校正,確保每一根出廠管材都筆直無暇,符合嚴苛的行業標準,這對于后續管材的安裝、焊接等工序至關重要,能有效避免因管材彎曲而引發的質量問題。廣州附近不銹鋼制管機供應商家檢查不銹鋼制管機的零部件,是日常保養的重要內容。

雙相不銹鋼的成型挑戰與解決方案:2205 雙相不銹鋼具有很高的強度(σb≥620MPa)與良好耐腐蝕性的優點,但它的加工硬化指數較高(n≈0.3),在軋制過程中容易產生裂紋。為解決這一問題,制管機需配備預彎裝置和張力控制系統,通過施加 5 - 8% 的拉伸應力,有效降低材料內部的應力集中。此外,采用階梯式軋輥設計,能夠逐步釋放材料變形能量,從而確保成型過程的穩定性。例如在海洋工程用管的制造中,成功克服雙相不銹鋼成型難題,保障了管材在惡劣海洋環境下的使用性能。
優化不銹鋼制管機生產速度的策略:提高不銹鋼制管機的生產速度對提升生產效率、降低生產成本至關重要。首先,對設備的機械結構進行優化設計,采用高精度、低摩擦的輥輪系統,減少帶材在成型過程中的阻力,從而提高生產速度。通過優化輥輪材料與表面處理工藝,可使成型阻力降低 20% 至 30%。其次,優化焊接工藝參數,在保證焊接質量的前提下,提高焊接速度。對于高頻焊接工藝,通過調整高頻電流的頻率與功率,以及焊接電極的位置與壓力,能在確保焊縫質量的同時,將焊接速度提高 20% 至 30%。此外,升級自動化控制系統,實時監測設備運行狀態,自動調整各環節參數,減少設備停機時間,實現連續、高效生產。通過這些措施的綜合應用,不銹鋼制管機的生產速度能得到明顯提升,滿足企業日益增長的生產需求。某企業通過上述優化措施,將制管機生產速度提高了 50% 以上,極大地增強了企業的市場競爭力。調整不銹鋼制管機的參數,可適應不同管材的生產需求。
不銹鋼制管機的工作機制:不銹鋼制管機以其精密復雜的運作流程,將不銹鋼帶材逐步轉化為高質量管材。在放卷環節,放卷裝置借助先進的傳感器與控制系統,調控帶材的放卷速度與張力。例如,在生產薄壁不銹鋼管時,需將張力精確維持在 40 至 60N,確保帶材平穩輸出,避免因張力不當導致變形。進入矯平工序,多組經特殊處理的輥輪對帶材反復碾壓。這些輥輪依據帶材厚度與材質特性,施加壓力,能有效消除帶材在運輸和儲存中產生的彎曲,使帶材平面度偏差控制在極小范圍,通常可達 ±0.3mm/m。隨后,帶材進入成型階段,成型機依據預設模具形狀,通過多道輥輪的協同作用,逐步將帶材卷曲成特定管徑的管狀。在此過程中,輥輪的位置精度與壓力控制極為關鍵,如生產外徑 80mm 的不銹鋼管,輥輪位置調整精度需達 ±0.03mm,以保證管徑誤差在 ±0.1mm 以內。焊接工序是制管的重要步驟,高頻焊接利用高頻電流在管縫處產生的電阻熱實現快速焊接,焊接速度可達每分鐘數米;氬弧焊接則通過氬氣保護,使焊縫質量更高,適用于對衛生和質量要求嚴苛的領域。然后,經過定徑、校直等工序,生產出符合嚴格尺寸與質量標準的不銹鋼管。不銹鋼制管機的自動化程度,影響著生產效率的高低。天津省電不銹鋼制管機是什么
不銹鋼制管機生產的管材,常用于機械制造行業。天津大型不銹鋼制管機成交價
工作原理基礎闡述:不銹鋼制管機主要基于金屬塑性變形原理工作。首先,將不銹鋼帶材通過放卷裝置展開,然后送入矯平機進行矯平處理,以確保帶材平整進入成型機。在成型機中,帶材通過一系列特定形狀的模具,逐步被彎曲成圓形或其他預定的管材形狀。接著,利用高頻焊接設備對管材的對接縫進行焊接,使焊縫牢固且均勻。焊接后的管材再經過定徑機,確保管徑尺寸的精確性,然后通過切斷裝置按照設定長度切斷,完成不銹鋼管的制作過程。整個過程中,各裝置協同工作,實現從帶材到管材的高效轉變。天津大型不銹鋼制管機成交價
- 內蒙古附近不銹鋼制管機廠家供應 2025-04-25
- 山西本地不銹鋼制管機哪家好 2025-04-25
- 湛江環保不銹鋼制管機工廠直銷 2025-04-25
- 山西新款不銹鋼制管機量大從優 2025-04-25
- 揭陽智能不銹鋼制管機定做價格 2025-04-25
- 河源不銹鋼制管機批量定制 2025-04-25
- 河北耐用不銹鋼制管機哪里買 2025-04-25
- 東莞附近哪里有不銹鋼制管機哪家好 2025-04-25
- 深圳新款不銹鋼制管機技術 2025-04-25
- 內蒙古大型不銹鋼制管機是什么 2025-04-25
- 軍l工恒溫恒濕控制柜功能 2025-04-25
- 合肥車載蓋板成型設備價格 2025-04-25
- 天津什么儀器儀表檢修 2025-04-25
- Sc系列伺服驅動器檢修 2025-04-25
- 東莞醫療機械滑塊規格 2025-04-25
- 靜安區銑削電主軸技術選型 2025-04-25
- 鄭州HL彈性套尼龍柱銷聯軸器批發商 2025-04-25
- 北京不銹鋼閥門哪家好 2025-04-25
- 湖北電視外殼吸塑加工價錢 2025-04-25
- 秦淮區環保高分子材料檢測 2025-04-25