嘉興立式五軸加工零件
說起五軸加工中心的特點,就要和傳統的三軸加工中心作比較。西爾普數控曾介紹過三軸加工中心常見的有立式、臥式、龍門三種機型。無論哪種機型的加工方式都有著一個共同的特點,就是在加工過程中刀軸方向始終保持不變,機床只能通過X、Y、Z三個線性軸的插補來實現刀具在空間直角坐標系中的運動。相當于曲面結構復雜的工件模具,三軸機床效率低、曲面質量無法得到保障的弊端就暴露出來了。五軸加工中心有哪些優點?1.保持刀具比較好切削狀態,改善切削條件。2.有效避免刀具干涉。3.減少裝夾次數,一次裝夾完成五面加工。4.保障加工質量和效率,縮短生產過程鏈,簡化生產管理。五軸加工哪家好,歡迎咨詢我司。嘉興立式五軸加工零件

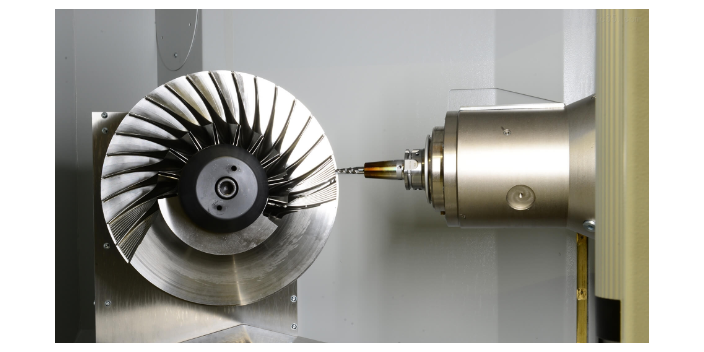
五軸加工的眾多優點說起五軸機床的特點,就要和傳統的三軸設備來比較。生產中三軸加工設備比較常見,有立式、臥式及龍門等幾種形式。常見的加工方法有立銑刀端刃加工、側刃加工,球頭刀的仿形加工等。但無論哪種形式和方法都有著一個共同的特點,就是在加工過程中刀軸方向始終保持不變,機床只能通過X、Y、Z三個線性軸的插補來實現刀具在空間直角坐標系中的運動。所以,在面對下面這些產品時,三軸機床效率低、加工表面質量差甚至無法加工的弊端就暴露出來了。與三軸數控加工設備相比,五聯動數控機床有以下優點:1.保持刀具比較好切削狀態,改善切削條件如上圖,在左圖中三軸切削方式,當切削刀具向頂端或工件邊緣移動時,切削狀態逐漸變差。而要在此處也保持比較好切削狀態,就需要旋轉工作臺。而如果我們要完整加工一個不規則平面,就必須將工作臺以不同方向旋轉多次。可以看見,五軸機床還可以避免球頭銑刀中心點線速度為0的情況,獲得更好的表面質量。2.有效避免刀具干涉如上圖,針對航空航天領域內應用的葉輪、葉片和整體葉盤等零件的加工,三軸設備由于干涉原因無法滿足工藝要求,而五軸機床就可以滿足。無錫數控五軸加工加工中心衢州五軸加工服務哪家好,歡迎咨詢上海前水機電工程有限公司。
五軸數控加工中選擇平底端銑刀,在雜亂的模具加工外觀直立的情況下可以大幅度削減加工時間。五軸加工中心的原理也適用于具有視點外觀的旁邊銑削加工,消除球端銑削加工引起的肋骨狀紋理,使模具外觀質量更加抱負,整理模具外觀需求增加人工銑削和技術作業量。經過五軸加工工序使工件在雜亂視點再次定位需求進行多次的調試裝卡的問題得以處理,不僅使時間縮短了,而且所發作的誤差也下降,在裝置工件時需求的工裝夾具的大額費用也得到了節約,而機床也做到了對雜亂零件的加工,如雜亂外表所需的鉆孔,錐度加工,型腔隱窩等,都是傳統辦法做不到的。那么五軸數控加工中心在行業中的地位怎樣呢?就現在的行情發展情況下,在我國國民經濟快速發展和建設的需求下,針對數控機床提出了更多的需求量。數控機床是國家制造業水平的表現,機床制造業高領域的是五軸加工中心系統,間接反映了國家工業發展水平。五軸加工中心系統在航空航天科研精密儀器高精密醫療儀器等行業具有重要影響力。目軸加工中心系統被認為是解決葉輪、葉片、船用螺旋槳、大型發電機轉子、渦輪轉子等加工的技術系統。
刀柄結構方式:筒夾刀柄,熱縮刀柄和液壓刀柄(2)五軸相關夾具系統介紹五軸數控加工時,做好定位及夾緊,是保證工件加工精度的重要前提。通過夾具裝夾減少主軸及刀具干涉,減少五軸復雜運動,提高效率,降低能耗,也是夾具的重要作用之一,夾具分類介紹如下:1)常見平口鉗及鉗形夾具;2)常見自定心卡盤及組成;3)常見組成壓板;4)夾具及應用;平口鉗在五軸加工中也屬于常用夾具,主要由活動鉗身、固定鉗身、底座、絲桿等部分組成。自定心卡盤包含三爪和四爪兩種,是五軸機床常見夾具。卡盤自定心卡盤裝夾方便,能自動定心。(3)五軸相關壓板組合簡介組合壓板是用于模板、治具或者板料固定的鑄造類機床附件。它的使用范圍,其夾緊力大,結構簡單,使用方便,適用范圍廣,且價格低,作為各類機床的附件配套使用.(4)五軸相關夾具簡介夾具是為某一特定零件的某一道工序專門設計制造的夾具。夾具的功能單一,且具有針對性,用于產品相對穩定且批量較大的生產情況。夾具由定位元件、夾緊裝置、夾具體、連接元件、對刀、導向元件、其他元件或裝置組成。江西五軸加工售后服務哪家好,歡迎咨詢上海前水機電工程有限公司。

五軸加工中心加工的典型零件主要有航空發動機葉輪、葉片,船用螺旋槳,重型發電機轉子,汽輪機轉子,義齒模具,輪胎模具等,典型樣件見下圖。輪胎模具義齒葉輪葉片2.機床典型結構五軸加工中心的運動軸大多采用3+2的結構,即由X、Y、Z三個直線運動軸加上兩個旋轉軸(即A/B、A/C或B/C)組成。由兩個旋轉軸組合形式可將其大體分為雙軸轉臺(搖籃式)、單轉臺加單擺頭式(一擺一轉式)和雙擺頭式三種形式。部分展商及展品1.德瑪吉森精機(DMGMORI)本次展會,DMGMORI展出的第三代DMU50是典型的B/C結構五軸立式加工中心,該產品也是德馬吉在國內五軸市場上的主打產品,銷量比較大。第三代DMU50采用一體式床身,具有更好的剛性。采用冷卻措施,使機床長期保持高精度。同時三軸采用全閉環控制,配備了光柵尺進行位置反饋,提高機床的定位精度。DMG公司的DMU系列五軸立式加工中心可模塊化配置自動線模塊、交換工作臺站、擴展刀庫站,并與整機保持統一風格。該機X/Y/Z軸行程650/520/475mm,快移速度42 m/min,B軸擺動范圍-35°/+110°,工作臺直徑?630mm,工作臺承重300kg,工件比較大高度450mm,主軸轉速20-15000r/min。上海五軸加工價格怎么樣,歡迎咨詢上海前水機電工程有限公司。常州數控五軸加工哪里有
廣東五軸加工售后服務哪家好,歡迎咨詢上海前水機電工程有限公司。嘉興立式五軸加工零件
五軸加工工藝與三軸加工工藝基本相同,坐標軸數增加的作用可以減少工件的裝夾定位次數,實現一次裝夾完成盡可能多的加工內容,實現工序集中。簡單來說,除機床外,五軸加工工藝系統,同樣包括刀具系統(刀柄、刀具)、夾具系統和工件系統。(1)五軸相關刀柄系統介紹刀具系統是工藝系統重要組成部分,由刀柄和刀具兩部分組成,合理地選用刀柄不僅可以提高加工精度還可以有效降低工藝難度。根據機床的主軸錐孔不同,通常分為兩大類,即通用刀柄和高速刀柄。通用刀柄:7:24錐度刀柄是機床領域應用普遍的主軸接口形式,容易拆卸,無自鎖。通常有5種標準和規格,即NT、DIN69871(德國標準)、IS07388/1(國際標準)、MASBT(日本標準)、ANSI/ASME(美國標準)。主軸通過將刀柄尾部拉釘將刀柄拉緊。目前國內使用多的是DIN69871型即JT)和MASBT型兩種。高速刀柄:由于7:24的通用刀柄是靠刀柄的7:24錐面與機床主軸孔的7:24錐面接觸定位連接的,在高速加工、連接剛性和重合精度三方面有局限性。在五軸加工,尤其是高速中出現了HSK,其余還有KM、NC5刀柄、CAPTO等多種型號類型。嘉興立式五軸加工零件
上海前水機電工程有限公司是一家有著雄厚實力背景、信譽可靠、勵精圖治、展望未來、有夢想有目標,有組織有體系的公司,堅持于帶領員工在未來的道路上大放光明,攜手共畫藍圖,在上海市等地區的建筑、建材行業中積累了大批忠誠的客戶粉絲源,也收獲了良好的用戶口碑,為公司的發展奠定的良好的行業基礎,也希望未來公司能成為*****,努力為行業領域的發展奉獻出自己的一份力量,我們相信精益求精的工作態度和不斷的完善創新理念以及自強不息,斗志昂揚的的企業精神將**上海前水機電工程供應和您一起攜手步入輝煌,共創佳績,一直以來,公司貫徹執行科學管理、創新發展、誠實守信的方針,員工精誠努力,協同奮取,以品質、服務來贏得市場,我們一直在路上!
- 南京銷售臥式鏜銑出廠價 2025-04-01
- 徐州立式五軸加工怎么買 2025-04-01
- 常州國產臥式鏜銑出廠價 2025-04-01
- 常州吸塑五軸加工一般多少錢 2025-04-01
- 金華供應臥式鏜銑多少錢 2025-04-01
- 金華銷售臥式鏜銑多少錢 2025-04-01
- 紹興精雕五軸加工廠家 2025-04-01
- 杭州進口五軸加工出廠價 2025-04-01
- 無錫非金屬五軸加工廠家 2025-04-01
- 杭州國產五軸加工哪里有 2025-04-01
- 遼寧常見出料系統市價 2025-04-01
- 云南宿移動房屋收費 2025-04-01
- 深圳龍崗樹脂復合井蓋廠 2025-04-01
- 甘肅立體化住宅裝修 2025-04-01
- 南京優勢不銹鋼型材價位 2025-04-01
- 蘇州不銹鋼氣路工程解決方案 2025-04-01
- 新吳區新能源耐高溫金屬套管有哪些 2025-04-01
- 貴州光伏電站承包性能 2025-04-01
- 揚州智能裝修代理品牌 2025-04-01
- 光明消防鍍鋅管市場報價 2025-04-01