普陀區(qū)整套臥式車(chē)床發(fā)展
2.1.2對(duì)刀調(diào)整必須緩慢,當(dāng)?shù)都怆x工件加工部位40-60毫米時(shí),應(yīng)改用手動(dòng)或工作進(jìn)給,不準(zhǔn)快速進(jìn)給直接吃刀。2.1.3 用銼刀打光工件時(shí),應(yīng)將刀架退至安全位置,操作者應(yīng)面向卡盤(pán),右手在前,左手在后。表面有鍵槽,方孔的工件禁止用銼刀加工。2.1.4 用砂布打光工件外圓時(shí),操作者按上條規(guī)定的姿勢(shì),兩手拉著砂布兩頭進(jìn)行打光。禁止用手指夾持砂布打磨內(nèi)孔。2.1.5 自動(dòng)走刀時(shí),應(yīng)將小刀架調(diào)到與底座平齊,以防底座碰到卡盤(pán)。2.1.6 切斷大、重工件或材料時(shí),應(yīng)留有足夠的加工余量。3 .停車(chē)操作3.1 切斷電源、卸下工件。3.2 各部手柄***零位,清點(diǎn)工器具,打掃清潔。根據(jù)機(jī)床潤(rùn)滑圖表加注合適的潤(rùn)滑油脂。普陀區(qū)整套臥式車(chē)床發(fā)展

被世人譽(yù)為“汽車(chē)之父”的福特提出:汽車(chē)應(yīng)該是“輕巧的、結(jié)實(shí)的、可靠的和便宜的”。為了實(shí)現(xiàn)這一目標(biāo),必須研制高效率的磨床,為此,美國(guó)人諾頓于1900年用金剛砂和剛玉石制成直徑大而寬的砂輪,以及剛度大而牢固的重型磨床。磨床的發(fā)展,使機(jī)械制造技術(shù)進(jìn)入了精密化的新階段。1920年進(jìn)入半自動(dòng)化時(shí)期。在1920年以后的30年中,機(jī)械制造技術(shù)進(jìn)入了半自動(dòng)化時(shí)期,液壓和電氣元件在機(jī)床和其他機(jī)械上逐漸得到了應(yīng)用。1938年,液壓系統(tǒng)和電磁控制不但促進(jìn)了新型銑床的發(fā)明,而且在龍門(mén)刨床等機(jī)床上也推廣使用。30年代以后,行程開(kāi)關(guān)——電磁閥系統(tǒng)幾乎用到各種機(jī)床的自動(dòng)控制上了。浦東新區(qū)質(zhì)量臥式車(chē)床排行榜加工偏心件時(shí),必須有適當(dāng)?shù)呐渲兀箍ūP(pán)重心平衡,車(chē)速要適當(dāng)。

2.5 工件、刀具、夾具必須裝卡牢固。浮動(dòng)力具必須將引刀部分伸入工件,方可啟動(dòng)機(jī)床。2.6 使用中心架或跟刀架時(shí),必須調(diào)好中心,并有良好的潤(rùn)滑和支承接觸面。2.7 加工長(zhǎng)料時(shí),主軸后面伸出的部份不宜過(guò)長(zhǎng),若過(guò)長(zhǎng)應(yīng)裝上托料架,并掛危險(xiǎn)標(biāo)記。2.8 進(jìn)刀時(shí),刀要緩慢接近工作,避免碰擊;拖板來(lái)回的速度要均勻。換刀時(shí),刀具與工件必須保持適當(dāng)距離。2.9 切削車(chē)刀必須緊固,車(chē)刀伸出長(zhǎng)度一般不超過(guò)刀厚度的2.5倍。2.1.0 加工偏心件時(shí),必須有適當(dāng)?shù)呐渲兀箍ūP(pán)重心平衡,車(chē)速要適當(dāng)。2.1.1. 盤(pán)卡超出機(jī)身以外的工件,必須有防護(hù)措施。
3.3 檢查各部保護(hù)裝置的情況。4 .運(yùn)行中的注意事項(xiàng)4.1 嚴(yán)禁非工作人員操作機(jī)床。4.2 嚴(yán)禁運(yùn)行中手摸刀具,機(jī)床的轉(zhuǎn)動(dòng)部分或轉(zhuǎn)動(dòng)工件。4.3 不準(zhǔn)使用緊急停車(chē),如遇緊急情況用該按鈕停車(chē)后,應(yīng)按機(jī)床的啟動(dòng)前規(guī)定,重新檢查一遍。4.4 不許腳踏車(chē)床的導(dǎo)軌面,絲桿、光桿等,除規(guī)定外不準(zhǔn)用腳代替手操作手柄。4.5 內(nèi)壁具有砂眼,縮孔或有鍵槽的零件、不準(zhǔn)用三角刮刀削內(nèi)孔。4.6 氣動(dòng)后液壓卡盤(pán)的壓縮空氣或液體的壓力必須達(dá)到規(guī)定值,方可使用。4.7 車(chē)削細(xì)長(zhǎng)工件,在床頭前兩面伸出長(zhǎng)度超過(guò)直徑4倍以上時(shí),應(yīng)按工藝規(guī)定用前列。中心架或跟刀架支扶。在床頭后面伸出時(shí),應(yīng)加防護(hù)裝置和警告標(biāo)志。4.8 切削脆性金屬或切削易飛濺時(shí)(包括磨削),應(yīng)加防護(hù)擋板,操作人要戴防護(hù)眼鏡。被加工的工件、無(wú)泥砂、防止泥砂掉入拖板內(nèi)、磨壞導(dǎo)軌。
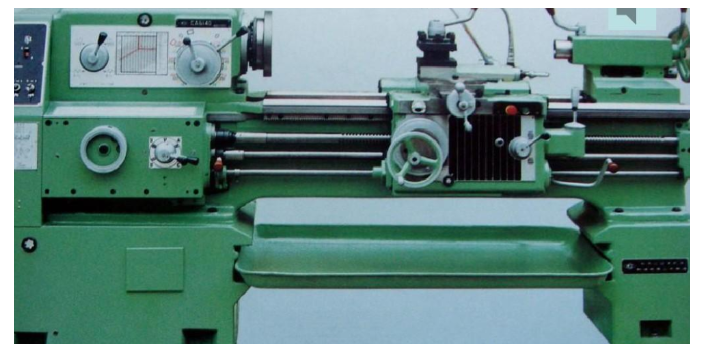
刀架:刀架部件由幾層刀架組成,它的功能是裝夾刀具,使刀具作縱向、橫向或斜向進(jìn)給運(yùn)動(dòng)。尾座:安裝作定位支撐用的后前列、也可以安裝鉆頭、鉸刀等孔加工刀具來(lái)進(jìn)行孔加工。床身:在床身上安裝著車(chē)床各個(gè)主要部件,使他們?cè)诠ぷ鲿r(shí)保持準(zhǔn)確的相對(duì)位置。附件1.三爪卡盤(pán)(用于圓柱形工件),四爪卡盤(pán)(不規(guī)則工件)2.活前列(用于固定加工件)3.中心架(穩(wěn)定加工件)4.跟刀架主要特點(diǎn)1、低頻力矩大、輸出平穩(wěn)2、高性能矢量控制3、轉(zhuǎn)矩動(dòng)態(tài)響應(yīng)快、穩(wěn)速精度高4、減速停車(chē)速度快5、抗干擾能力強(qiáng)檢查各部電氣設(shè)施,手柄、傳動(dòng)部位、防護(hù)、限位裝置齊全可靠、靈活。普陀區(qū)整套臥式車(chē)床發(fā)展
切削車(chē)刀必須緊固,車(chē)刀伸出長(zhǎng)度一般不超過(guò)刀厚度的2.5倍。普陀區(qū)整套臥式車(chē)床發(fā)展
1 .開(kāi)車(chē)前的檢查1.1 根據(jù)機(jī)床潤(rùn)滑圖表加注合適的潤(rùn)滑油脂。1.2 檢查各部電氣設(shè)施,手柄、傳動(dòng)部位、防護(hù)、限位裝置齊全可靠、靈活。1.3 各檔應(yīng)在零位,皮帶松緊應(yīng)符合要求。1.4 床面不準(zhǔn)直接存放金屬物件,以免損壞床面。1.5 被加工的工件、無(wú)泥砂、防止泥砂掉入拖板內(nèi)、磨壞導(dǎo)軌。1.6 未夾工件前必須進(jìn)行空車(chē)試運(yùn)轉(zhuǎn),確認(rèn)一切正常后,方能裝上工件。2 .操作程序2.1 上好工件,先起動(dòng)潤(rùn)滑油泵,使油壓達(dá)到機(jī)床的規(guī)定,方可開(kāi)動(dòng)。2.2 調(diào)整交換齒輪架,調(diào)掛輪時(shí),必須切斷電源,調(diào)好后,所有螺栓必須緊固,扳手應(yīng)及時(shí)取下,并脫開(kāi)工件試運(yùn)轉(zhuǎn)。2.3 裝卸工件后,應(yīng)立即取下卡盤(pán)扳手和工件的浮動(dòng)物件。2.4 機(jī)床的尾架、搖柄等按加工需要調(diào)整到適當(dāng)位置,并緊固或夾緊。普陀區(qū)整套臥式車(chē)床發(fā)展
上海楊鐵精密機(jī)械有限公司匯集了大量的優(yōu)秀人才,集企業(yè)奇思,創(chuàng)經(jīng)濟(jì)奇跡,一群有夢(mèng)想有朝氣的團(tuán)隊(duì)不斷在前進(jìn)的道路上開(kāi)創(chuàng)新天地,繪畫(huà)新藍(lán)圖,在江蘇省等地區(qū)的機(jī)械及行業(yè)設(shè)備中始終保持良好的信譽(yù),信奉著“爭(zhēng)取每一個(gè)客戶不容易,失去每一個(gè)用戶很簡(jiǎn)單”的理念,市場(chǎng)是企業(yè)的方向,質(zhì)量是企業(yè)的生命,在公司有效方針的領(lǐng)導(dǎo)下,全體上下,團(tuán)結(jié)一致,共同進(jìn)退,**協(xié)力把各方面工作做得更好,努力開(kāi)創(chuàng)工作的新局面,公司的新高度,未來(lái)上海楊鐵精密機(jī)械供應(yīng)和您一起奔向更美好的未來(lái),即使現(xiàn)在有一點(diǎn)小小的成績(jī),也不足以驕傲,過(guò)去的種種都已成為昨日我們只有總結(jié)經(jīng)驗(yàn),才能繼續(xù)上路,讓我們一起點(diǎn)燃新的希望,放飛新的夢(mèng)想!
- 浦東新區(qū)國(guó)內(nèi)臥式車(chē)床修理 2025-04-17
- 上海什么立式加工中心操作 2025-04-17
- 奉賢區(qū)質(zhì)量臥式車(chē)床維保 2025-04-17
- 靜安區(qū)國(guó)內(nèi)臥式車(chē)床市場(chǎng) 2025-04-16
- 松江區(qū)安裝臥式車(chē)床是什么 2025-04-16
- 楊浦區(qū)本地臥式車(chē)床保養(yǎng) 2025-04-16
- 楊浦區(qū)本地臥式車(chē)床是什么 2025-04-16
- 普陀區(qū)整套臥式車(chē)床發(fā)展 2025-04-16
- 金山區(qū)常見(jiàn)臥式車(chē)床市場(chǎng) 2025-04-16
- 閔行區(qū)附近立式加工中心是什么 2025-04-16
- 重慶汽車(chē)行業(yè)ECTFE HALAR哪里好 2025-05-06
- 江蘇平面銑加工供應(yīng)廠家 2025-05-06
- 上海自動(dòng)化步進(jìn)電機(jī)驅(qū)動(dòng)器怎么用 2025-05-06
- 超聲波金屬軟管焊接機(jī)一般多少錢(qián) 2025-05-06
- 天津智能穿戴氣密檢測(cè)試防水測(cè)試哪家靠譜 2025-05-06
- 全國(guó)全套石油壓裂支撐劑設(shè)備廠家 2025-05-06
- 南通長(zhǎng)壽命水冷板散熱器種類(lèi) 2025-05-06
- 常州RKY圓錐滾輪軸承供應(yīng) 2025-05-06
- 連云港貼標(biāo)機(jī)價(jià)格 2025-05-06
- 溫州檢測(cè)設(shè)備設(shè)備價(jià)錢(qián) 2025-05-06