北京自動化輸送上料生產廠家
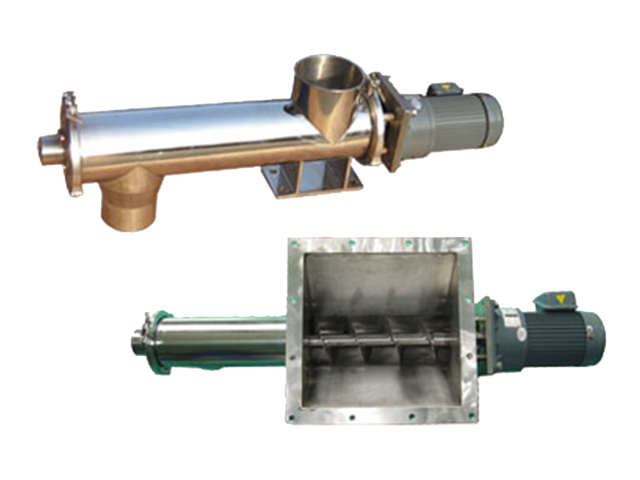
HS-1E橫式螺旋輸送機產品概述螺旋輸送機又名管式螺旋輸送機、單管螺旋給料機,是采用標準制造的新型螺旋輸送機,可應用在水平或傾斜有角度的工礦環境,單管螺旋輸送機采用密閉輸送物料,密封性較好,能避免粉塵對環境的污染,改善勞動條件,具有給料穩定,可實現鎖氣的特性,物料的回流現象。結構特點螺旋輸送機的構成主要有進出物料口、螺旋葉片、筒體、驅動裝置等組成,當物料由進料口送入單管螺旋給料機的殼體后,內部螺旋槽內的物料受到離心力與管壁摩擦力的作用,隨著螺旋葉片一起轉動,在重力的作用下使物料沿螺旋槽下滑,從而物料得以向前推進輸送,均勻由單管螺旋給料機出料口排出。由于單管螺旋給料機無中間的吊軸承在輸送物料過程中不易出現阻塞和卡料現象,對物料的破碎小,也不會因為潤滑油造成物料的污染。單管螺旋給料機具有結構簡單、運行可靠、故障率低、維護方便、成本低、密封輸送揚塵少,可用于較高溫物料的輸送,單管螺旋給料機不宜輸磅易變質的、粘性大、易結塊的物料,這些物料在輸送時會粘結在螺旋上,并隨著旋轉而不向前推行,影響管式螺旋輸送機的正常運行。管式螺旋輸送機可應用在建材、冶金、化工、電力、食品等行業部門。螺旋輸送機旋轉軸上焊的螺旋葉片,葉片的面型根據輸送物料的不同有實體面型、帶式面型、葉片面型等型式。北京自動化輸送上料生產廠家

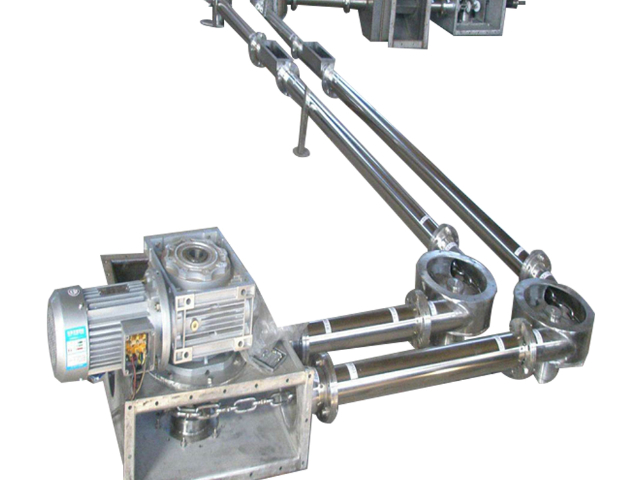
環式管鏈輸送機//產品簡介管鏈輸送機(環式管鏈輸送機)是一種輸送粉狀、小顆粒狀及小塊狀等散狀物料的連續輸送設備,可以水平、傾斜和垂直組合輸送。一般用于精細化工、礦石、建筑材料、食品工業等。產品特點l結構緊湊,占用空間小,可以三維改變輸送方向,不受地形、角度與高度的影響。l輸送過程在密閉的管路中進行,物料無粉塵飛揚。l輸送過程平衡,物料間基本無內部運動,破損少,保證物料品質,適合磨蝕性物料。l不會產生系統堵塞,適合輸送多種形態的物料。l對混合物料的輸送,不會產生料分層現象。l輸送能力大,能耗低,降低了設備的運行成本。l可實現遠距離輸送。l可根據要求部署多個進出料口,滿足工藝要求。l易于實現集中,提高自動化程度。 黑龍江什么是輸送上料誠信合作由真空泵、不銹鋼吸料嘴、輸送軟管、PE過濾器、壓縮空氣反吹裝置、氣動放料閥門、真空料斗和料位裝置組成。
排除方法6、常見故障:輸送帶跑偏故障原因分析:機架、滾筒沒有調整平直;托輥軸線與輸送帶中心線不垂直;輸送帶接頭與中心線不垂直,輸送帶邊呈S型;裝載點不在輸送帶**(偏載)。處理方法:調整在機架或滾筒,使之保持平直;利用托輥調位,糾正輸送帶跑偏;重新做接頭,保證接頭與輸送帶中心垂直;調整落煤點位置。7、常見故障:輸送帶老化、撕裂故障原因分析:輸送帶與機架摩擦,產生帶邊拉毛,開裂;輸送帶與固定硬物干涉產生撕裂;保管不善,張緊力過大;鋪設過短產生撓曲次數超過限值,產生提前老化。處理方法:及時調整,避免輸送帶長期跑偏;防止輸送帶掛到固定構件上或輸送帶中掉進金屬結構件;按輸送帶保管要求貯存;盡量避免短距離鋪設使用。8、常見故障:斷帶故障原因分析:帶體材質不適應,遇水、遇冷變硬脆;輸送帶長期使用,強度變差;輸送帶接頭質量不佳,局部開裂未及時修復或重打。處理方法:選用機械物理性能穩定的材質制做帶芯;及時更換破損或老化的輸送帶;對接頭經常觀察,發現問題及時處理。9、常見故障:打滑故障原因分析:輸送帶張緊力不足,負載過大;由于淋水使傳動滾筒與輸送帶之間摩擦系數降低;超出使用范圍,傾斜向下運輸處理方法:重新調整張緊力或者減少運輸量。
正壓發送罐氣力輸送(密相)//性能特點正壓濃相氣力輸送技術的適應輸送距離當量為50-1500米,其中提升高度已達到75米,系統輸送能力可達到100t/h,輸送物料最低溫度為-20℃,最高溫度為450℃。系統灰氣比高:30~60kg(灰)/kg(氣);流速低:初速度3~6m/s,末速度12~18m/s,平均流速8~12m/s;磨損小:采用普通無縫鋼管為輸送管;壽命長:使用壽命可達20年。1、輸送的物料是散裝的,因而不需要包裝和卸袋操作效率高,費用低。2、設備簡單,占地面積小,甚至可以充分利用空間,設備的維護費用少。3、輸送量不拘大小,需要的操作人員都較少,還可實現無人管理的全自動化,因此需要的人工費用少。4、輸送的物料不受氣候和管道布置周圍條件的影響,生產車間的布置也比較容易。5、輸送管道能夠靈活地布置,從而使工廠設備的配置更合理化。6、能夠避免物料返潮、污損或混入其他雜物,可以保證輸送物料的質量。7、在輸送過程中可以實現多種工藝操作,如混和破碎、分級、干燥、冷卻除塵和某些化學反應。8、可以進行由數點集中送往一處,或由一處分散送往數點的遠距操縱。適用于輸送各種粉狀、顆粒狀、球狀、片狀等物料。
常見故障輸送機長期以來受物料、礦石、煤塊甚至金屬的沖擊,產生磨擦,造成嚴重的沖擊磨損,**為常見的是落煤筒沖擊磨損及導流板的沖擊磨損等。有的物料顆粒相對細微時,又會因生產工藝及安裝角度、物料濕度等原因,造成物料的積累。設備一但出現沖擊磨損,傳統的辦法就是更換焊接硬度相對較高的金屬材質,如錳鋼板等。也有的采用鉚接PE等材質的耐磨襯板進行保護,但是錨栓一但出現磨損現象,就會造成襯板的脫落,堵塞下料通道,而且難以進行疏通,影響企業正常生產。針對上述輸送機故障,西方多采用高分子復合材料的方法進行治理,其中應用**為成熟的技術體系。其優越的粘著性能,***耐磨性能,安全的解決了金屬經常磨損的弊端,確保了企業設備的正常生產。而且材料中的獨特的陶瓷材料和特殊的表面強化劑,使其在**惡劣的干磨環境里耐磨和抗物理沖擊性能優于任何鋼鐵甚至超過瓷磚,材料與煤的不親和性能也是防止積煤的理想材料。輸送能力大,能耗低,降低了設備的運行成本。北京自動化輸送上料生產廠家
真空上料機能自動地將物料輸送到包裝機、注塑機、粉碎機等設備料斗中,也能直接把混合的物料輸送到混合機。北京自動化輸送上料生產廠家
跑偏原因帶式輸送機運行時輸送帶跑偏是最常見的故障之一。跑偏的原因有多種,其主要原因是安裝精度低和日常的維護保養差。安裝過程中,頭尾滾筒、中間托輥之間盡量在同一中心線上,并且相互平行,以確保輸送帶不偏或少偏。另外,帶子接頭要正確,兩側周長應相同。在使用過程中,如果出現跑偏,則要作以下檢查以確定原因,進行進行調整。輸送帶跑偏時常檢查的部位和處理方法有:(1)檢查托輥橫向中心線與帶式輸送機縱向中心線的不重合度。如果不重合度值超過3mm,則應利用托輥組兩側的長形安裝孔對其進行調整。具體方法是輸送帶偏向哪一側,托輥組的哪一側向輸送帶前進的方向前移,或另外一側后移。(2)檢查頭、尾機架安裝軸承座的兩個平面的偏差值。若兩平面的偏差大于1mm,則應對兩平面調整在同一平面內。頭部滾筒的調整方法是:若輸送帶向滾筒的右側跑偏,則滾筒右側的軸承座應當向前移動或左側軸承座后移;若輸送帶向滾筒的左側跑偏,則滾筒左側的軸承座應當向前移動或右側軸承座后移。尾部滾筒的調整方法與頭部滾筒剛好相反。(3)檢查物料在輸送帶上的位置。物料在輸送帶橫斷面上不居中,將導致輸送帶跑偏。如果物料偏到右側,則皮帶向左側跑偏,反之亦然。 北京自動化輸送上料生產廠家
- 江西輸送上料廠家現貨 2025-05-05
- 遼寧光圈閥歡迎選購 2025-05-05
- 甘肅直銷旋轉閥價格優惠 2025-05-05
- 青海哪里有旋轉閥廠家現貨 2025-05-05
- 廣東常規光圈閥設備制造 2025-05-05
- 江西三通閥歡迎選購 2025-05-05
- 廣西常規旋轉閥批量定制 2025-05-05
- 四川附近哪里有旋轉閥廠家現貨 2025-05-05
- 北京哪里有旋轉閥批量定制 2025-05-05
- 吉林本地三通閥生產過程 2025-05-05
- 湖北鐵管全伺服墩頭機標準 2025-05-05
- 山東商用工業大風扇哪家好 2025-05-05
- 嘉興吊頂式側出風冷風機源頭廠家 2025-05-05
- 重慶平行軸齒輪箱 2025-05-05
- 寧夏小涂料砂磨機哪家好 2025-05-05
- 常州超聲波焊接機多少錢 2025-05-05
- 濟南自動導航中型全地形履帶式心戰機器人 2025-05-05
- 上海電子行業高架庫多少錢 2025-05-05
- 江西直銷HIROTAKA訂制價格 2025-05-05
- 深圳變電站供電站用志爾防爆空調廠家現貨 2025-05-05