-
臺(tái)達(dá)ME300變頻器:小身材,大能量,開(kāi)啟工業(yè)調(diào)速新篇章
-
臺(tái)達(dá)MH300變頻器:傳動(dòng)與張力控制的革新利器-友誠(chéng)創(chuàng)
-
磁浮軸承驅(qū)動(dòng)器AMBD:高速變頻技術(shù)引導(dǎo)工業(yè)高效能新時(shí)代
-
臺(tái)達(dá)液冷型變頻器C2000-R:工業(yè)散熱與空間難題
-
臺(tái)達(dá)高防護(hù)型MS300 IP66/NEMA 4X變頻器
-
重載設(shè)備救星!臺(tái)達(dá)CH2000變頻器憑高過(guò)載能力破局工業(yè)難題
-
臺(tái)達(dá)C2000+系列變頻器:工業(yè)驅(qū)動(dòng)的優(yōu)越之選!
-
臺(tái)達(dá)CP2000系列變頻器:工業(yè)驅(qū)動(dòng)的革新力量!
-
臺(tái)達(dá)變頻器MS300系列:工業(yè)節(jié)能與智能控制的全能之選。
-
一文讀懂臺(tái)達(dá) PLC 各系列!性能優(yōu)越,優(yōu)勢(shì)盡顯
新吳區(qū)購(gòu)買(mǎi)非標(biāo)生產(chǎn)線(xiàn)控制系統(tǒng)按需定制
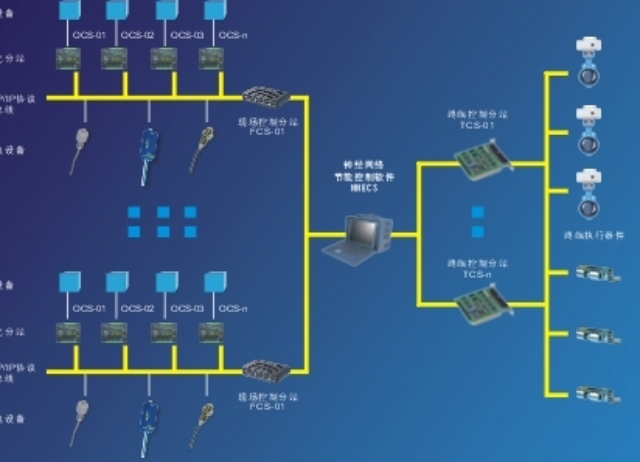
溫控硬件電路如圖4所示,采用脈寬電壓調(diào)制器LM3524實(shí)現(xiàn)電阻加熱絲電壓的調(diào)節(jié)。當(dāng)實(shí)測(cè)溫度值小于額定溫度值時(shí),在軟件控制下F 一60MR的輸出點(diǎn)Y 接通,控制電壓調(diào)制器升溫加熱,使溫度值達(dá)到額定值。 [3]圖5為流水線(xiàn)工藝流程圖,據(jù)此設(shè)計(jì)系統(tǒng)軟件流程圖。它由順序控制、溫度控制、設(shè)定值讀入、數(shù)值輸出顯示等部分組成。 [3]順序控制軟件系統(tǒng)中的順序控制軟件是根據(jù)工藝流程圖編制,利用F60MR中的狀態(tài)寄存器$600~$612存放各工步狀態(tài),并用STL指令使$600~$612的狀態(tài)按控制順序移位,以實(shí)現(xiàn)各工步的順序自動(dòng)切換。實(shí)時(shí)控制:根據(jù)生產(chǎn)線(xiàn)的實(shí)時(shí)狀態(tài)進(jìn)行動(dòng)態(tài)調(diào)整,確保生產(chǎn)過(guò)程的穩(wěn)定性和效率。新吳區(qū)購(gòu)買(mǎi)非標(biāo)生產(chǎn)線(xiàn)控制系統(tǒng)按需定制
在調(diào)試階段,采用模擬實(shí)際生產(chǎn)環(huán)境的調(diào)試方法,對(duì)生產(chǎn)線(xiàn)的各項(xiàng)功能進(jìn)行***測(cè)試。驗(yàn)收與交付階段的質(zhì)量控制:依據(jù)與客戶(hù)簽訂的合同要求,制定詳細(xì)的驗(yàn)收標(biāo)準(zhǔn)與流程。邀請(qǐng)客戶(hù)到廠(chǎng)進(jìn)行預(yù)驗(yàn)收,***展示設(shè)備的各項(xiàng)功能,并提供詳細(xì)的測(cè)試報(bào)告和操作手冊(cè)等資料。針對(duì)客戶(hù)提出的改進(jìn)意見(jiàn)進(jìn)行整改,確保設(shè)備在實(shí)際生產(chǎn)環(huán)境下連續(xù)穩(wěn)定運(yùn)行,并達(dá)到合同要求的性能指標(biāo)。三、生產(chǎn)流程優(yōu)化與控制引入先進(jìn)技術(shù):融入先進(jìn)的傳感器技術(shù)、物聯(lián)網(wǎng)技術(shù)等,實(shí)現(xiàn)設(shè)備的智能監(jiān)控與自動(dòng)調(diào)節(jié),減少能耗與人力成本。新吳區(qū)購(gòu)買(mǎi)非標(biāo)生產(chǎn)線(xiàn)控制系統(tǒng)按需定制通過(guò)精確控制各個(gè)環(huán)節(jié)的參數(shù)和操作,非標(biāo)生產(chǎn)線(xiàn)控制系統(tǒng)可以實(shí)現(xiàn)高速、高效的生產(chǎn)操作,提高生產(chǎn)效率。
為提高自動(dòng)線(xiàn)的生產(chǎn)率,必須保證自動(dòng)線(xiàn)的工作可靠性。影響自動(dòng)線(xiàn)工作可靠性的主要因素是加工質(zhì)量的穩(wěn)定性和設(shè)備工作可靠性。自動(dòng)線(xiàn)的發(fā)展方向主要是提高生產(chǎn)率和增大多用性、靈活性。為適應(yīng)多品種生產(chǎn)的需要,將發(fā)展能快速調(diào)整的可調(diào)自動(dòng)線(xiàn)。 [8]維修自動(dòng)生產(chǎn)線(xiàn)節(jié)省了大量的時(shí)間和成本,在工業(yè)發(fā)達(dá)的城市,自動(dòng)生產(chǎn)線(xiàn)的維修成為熱點(diǎn)。自動(dòng)生產(chǎn)線(xiàn)維修主要靠操作工與維修工來(lái)共同完成。自動(dòng)生產(chǎn)線(xiàn)維修的兩大方法:1.同步修理法:在生產(chǎn)當(dāng)中,如發(fā)現(xiàn)故障盡量不修,采取維持方法。使生產(chǎn)線(xiàn)繼續(xù)生產(chǎn)到節(jié)假日,集中維修工、操作工,對(duì)所有問(wèn)題,同時(shí)修理。設(shè)備在星期一正常全線(xiàn)生產(chǎn)。
非標(biāo)自動(dòng)化設(shè)備定義就是用戶(hù)定制的、用戶(hù)***的、非市場(chǎng)流通的自動(dòng)化系統(tǒng)集成設(shè)備,是采用按照國(guó)家頒布的統(tǒng)一的行業(yè)標(biāo)準(zhǔn)和規(guī)格制造的單元設(shè)備組裝而成,是根據(jù)客戶(hù)的用途需要,開(kāi)發(fā)設(shè)計(jì)制造的設(shè)備。不同類(lèi)型客戶(hù)其工藝要求均不相同。非標(biāo)自動(dòng)化設(shè)備分類(lèi)比較模糊,其主要分類(lèi)是根據(jù)客戶(hù)行業(yè)進(jìn)行劃分,一般的有以下幾種元素:1.非標(biāo)皮帶線(xiàn)系列;2.非標(biāo)倍速鏈系列;3.非標(biāo)鏈板線(xiàn)系列;4.非標(biāo)滾筒線(xiàn)系列;5.非標(biāo)烘干線(xiàn)系列;6.非標(biāo)裝配線(xiàn)系列;7.非標(biāo)自動(dòng)化專(zhuān)機(jī)系列。8.非標(biāo)VCM組裝機(jī)生產(chǎn)系列在日常會(huì)計(jì)核算中,做好成本歸集,準(zhǔn)確區(qū)分歸集該生產(chǎn)線(xiàn)所耗費(fèi)的料工費(fèi)。

長(zhǎng)時(shí)間定時(shí)由于流水線(xiàn)上有些工步(如老化工步)所需時(shí)間較長(zhǎng),一般幾個(gè)小時(shí),若*用PLD 中的定時(shí)器。則不能實(shí)現(xiàn)這么長(zhǎng)時(shí)間的定時(shí),為此,在設(shè)計(jì)中采用3個(gè)計(jì)數(shù)器循環(huán)計(jì)數(shù)來(lái)實(shí)現(xiàn)。 [3]撥盤(pán)開(kāi)關(guān)設(shè)置圖6溫度設(shè)定值由3位BCD碼撥盤(pán)開(kāi)關(guān)設(shè)置。其個(gè)、十、百位分別連接到F 一60MR輸入端X590~X513。利用功能指令F670 K34把設(shè)定數(shù)值讀入。時(shí)間設(shè)定值由兩組3位BCD碼撥盤(pán)開(kāi)關(guān)設(shè)置,它們并聯(lián)接到PLC機(jī)輸入端X30~X13。用于設(shè)置上例中通電老化時(shí)間和高溫老化時(shí)間的數(shù)值,分別由輸出點(diǎn)Y 。Y 選通后讀入。數(shù)值輸出顯示用于顯示實(shí)時(shí)溫度值或時(shí)間值。由F ——60MR Y430~Y437 ,Y533~Y533輸出。利用功能指令F670K29把要顯示的數(shù)值輸出。 [3]這樣的生產(chǎn)線(xiàn)對(duì)控制系統(tǒng)的要求極高,需要確保設(shè)備在高速、高效運(yùn)行的同時(shí),還能保持高精度和穩(wěn)定性。無(wú)錫庫(kù)存非標(biāo)生產(chǎn)線(xiàn)控制系統(tǒng)24小時(shí)服務(wù)
通過(guò)優(yōu)化設(shè)備結(jié)構(gòu),減少材料浪費(fèi),提高生產(chǎn)效率。新吳區(qū)購(gòu)買(mǎi)非標(biāo)生產(chǎn)線(xiàn)控制系統(tǒng)按需定制
系統(tǒng)順序控制由開(kāi)關(guān)順序選通輸入和順序控制輸出組成,其中開(kāi)關(guān)點(diǎn)數(shù)根據(jù)生產(chǎn)過(guò)程中工步的數(shù)量設(shè)置。按工步要求這些開(kāi)關(guān)分別由選用按鈕、鈕子開(kāi)關(guān)、限位開(kāi)關(guān)、行程開(kāi)關(guān)等組成,采用單點(diǎn)輸入方式。而有些工步則利用軟件定時(shí),當(dāng)定時(shí)時(shí)間達(dá)到預(yù)定值,便自動(dòng)切換工步 順序控制輸出是各工步輸入信號(hào)通過(guò)PLC機(jī)處理后,輸出控制信號(hào)推動(dòng)執(zhí)行元件實(shí)現(xiàn)工步切換。這些執(zhí)行元件分別由指示燈、繼電器、接觸器、電磁閥等組成。 [3]參數(shù)設(shè)置參數(shù)設(shè)置與數(shù)值顯示為使流水線(xiàn)能按產(chǎn)品的要求更改工藝參數(shù),就必需改變可編程控制器內(nèi)部的數(shù)據(jù)設(shè)定,并監(jiān)視其運(yùn)行狀況。因此,參數(shù)設(shè)置和數(shù)值顯示是系統(tǒng)的重要組成部分。由于流水線(xiàn)上所需設(shè)定的參數(shù)較多,而PLC的I/O端口點(diǎn)數(shù)較少,為在有限的I/O總數(shù)情況下,能設(shè)定多組參數(shù)和顯示其數(shù)值,新吳區(qū)購(gòu)買(mǎi)非標(biāo)生產(chǎn)線(xiàn)控制系統(tǒng)按需定制
無(wú)錫恒耀自動(dòng)化設(shè)備有限公司在同行業(yè)領(lǐng)域中,一直處在一個(gè)不斷銳意進(jìn)取,不斷制造創(chuàng)新的市場(chǎng)高度,多年以來(lái)致力于發(fā)展富有創(chuàng)新價(jià)值理念的產(chǎn)品標(biāo)準(zhǔn),在江蘇省等地區(qū)的機(jī)械及行業(yè)設(shè)備中始終保持良好的商業(yè)口碑,成績(jī)讓我們喜悅,但不會(huì)讓我們止步,殘酷的市場(chǎng)磨煉了我們堅(jiān)強(qiáng)不屈的意志,和諧溫馨的工作環(huán)境,富有營(yíng)養(yǎng)的公司土壤滋養(yǎng)著我們不斷開(kāi)拓創(chuàng)新,勇于進(jìn)取的無(wú)限潛力,恒耀供應(yīng)攜手大家一起走向共同輝煌的未來(lái),回首過(guò)去,我們不會(huì)因?yàn)槿〉昧艘稽c(diǎn)點(diǎn)成績(jī)而沾沾自喜,相反的是面對(duì)競(jìng)爭(zhēng)越來(lái)越激烈的市場(chǎng)氛圍,我們更要明確自己的不足,做好迎接新挑戰(zhàn)的準(zhǔn)備,要不畏困難,激流勇進(jìn),以一個(gè)更嶄新的精神面貌迎接大家,共同走向輝煌回來(lái)!
- 江陰本地水處理控制系統(tǒng)專(zhuān)賣(mài)店 2025-05-04
- 宜興庫(kù)存DDC控制柜24小時(shí)服務(wù) 2025-05-04
- 江陰庫(kù)存非標(biāo)生產(chǎn)線(xiàn)控制系統(tǒng)哪里買(mǎi) 2025-05-04
- 江陰整套DDC控制柜銷(xiāo)售價(jià)格 2025-05-04
- 南京銷(xiāo)售PLC控制柜銷(xiāo)售廠(chǎng)家 2025-05-04
- 無(wú)錫定做DDC控制柜哪里買(mǎi) 2025-05-04
- 蘇州本地非標(biāo)生產(chǎn)線(xiàn)控制系統(tǒng)操作 2025-05-04
- 江陰直銷(xiāo)DDC控制柜24小時(shí)服務(wù) 2025-05-04
- 徐州本地DDC控制柜哪里買(mǎi) 2025-05-04
- 惠山區(qū)本地DDC控制柜哪里有 2025-05-04
- 遼寧管閥酸洗鈍化設(shè)備訂做價(jià)格 2025-05-04
- 重慶綠色環(huán)保的全自動(dòng)鋼筋桁架焊接生產(chǎn)線(xiàn)好不好用 2025-05-04
- 湖南燃?xì)馊紵龣C(jī)廠(chǎng)家 2025-05-04
- 江西磷化酸洗鈍化設(shè)備方案 2025-05-04
- 咸寧公共空間設(shè)計(jì)類(lèi)型有哪些 2025-05-04
- 貴州控溫膠帶硫化機(jī)定制 2025-05-04
- 珠海燃?xì)庑蜏乜卦O(shè)備廠(chǎng)家 2025-05-04
- 湖北中開(kāi)離心泵 2025-05-04
- 貴州耐磨螺旋輸送機(jī) 2025-05-04
- 上海銑削電主軸經(jīng)銷(xiāo)商 2025-05-04