-
 虹口區常規臥式車床保養
虹口區常規臥式車床保養2.5 工件、刀具、夾具必須裝卡牢固。浮動力具必須將引刀部分伸入工件,方可啟動機床。2.6 使用中心架或跟刀架時,必須調好中心,并有良好的潤滑和支承接觸面。2.7 加工長料時,主軸后面伸出的部份不宜過長,若過長應裝上托料架,并掛危險標記。2.8 進刀時,刀要緩慢接近工作,避免碰擊;拖板來回的速度要均勻。換刀時,刀具與工件必須保持適當距離。2.9 切削車刀必須緊固,車刀伸出長度一般不超過刀厚度的2.5倍。2.1.0 加工偏心件時,必須有適當的配重,使卡盤重心平衡,車速要適當。2.1.1. 盤卡超出機身以外的工件,必須有防護措施。機床的尾架、搖柄等按加工需要調整到適當位置,并緊固或夾緊。虹口區常規...
-
 崇明區什么臥式車床操作
崇明區什么臥式車床操作3、溫度條件普通車床的環境溫度低于30攝示度,相對溫度小于80%。一般來說,數控電控箱內部設有排風扇或冷風機,以保持電子元件,特別是**處理器工作溫度恒定或溫度差變化很小。過高的溫度和濕度將導致控制系統元件壽命降低,并導致故障增多。溫度和濕度的增高,灰塵增多會在集成電路板產生粘結,并導致短路。4、按說明書的規定使用機床用戶在使用機床時,不允許隨意改變控制系統內制造廠設定的參數。這些參數的設定直接關系到機床各部件動態特征。只有間隙補償參數數值可根據實際情況予以調整。進刀時,刀要緩慢接近工作,避免碰擊;拖板來回的速度要均勻。換刀時,刀具與工件必須保持適當距離。崇明區什么臥式車床操作隨著電動機的發明...
-
 寶山區購買臥式車床操作
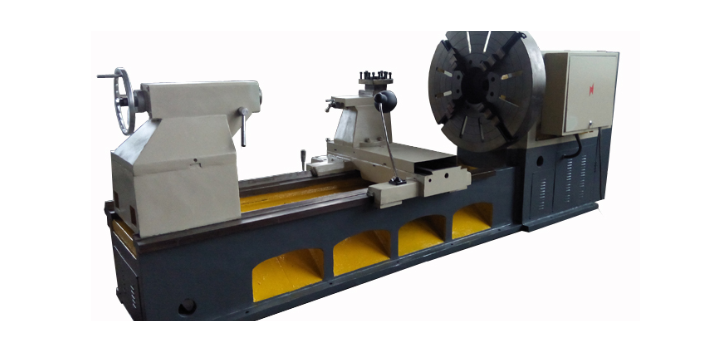
寶山區購買臥式車床操作普通車床是能對軸、盤、環等多種類型工件進行多種工序加工的臥式車床,常用于加工工件的內外回轉表面、端面和各種內外螺紋,采用相應的刀具和附件,還可進行鉆孔、擴孔、攻絲和滾花等。普通車床是車床中應用*****的一種,約占車床類總數的65%,因其主軸以水平方式放置故稱為臥式車床普通車床的主要組成部件有:主軸箱、進給箱、溜板箱、刀架、尾架、光杠、絲杠和床身。主軸箱:又稱床頭箱,它的主要任務是將主電機傳來的旋轉運動經過一系列的變速機構使主軸得到所需的正反兩種轉向的不同轉速,同時主軸箱分出部分動力將運動傳給進給箱。主軸箱中等主軸是車床的關鍵零件。主軸在軸承上運轉的平穩性直接影響工件的加工質量,一旦主軸的旋轉...
-
靜安區庫存臥式車床排行榜
1900年進入精密化時期。19世紀末到20世紀初,單一的車床已逐漸演化出了銑床、刨床、磨床、鉆床等等,這些主要機床已經基本定型,這樣就為20世紀前期的精密機床和生產機械化和半自動化創造了條件。在20世紀的前20年內,人們主要是圍繞銑床、磨床和流水裝配線展開的。由于汽車、飛機及其發動機生產的要求,在大批加工形狀復雜、高精度及高光潔度的零件時,迫切需要精密的、自動的銑床和磨床。由于多螺旋線刀刃銑刀的問世,基本上解決了單刃銑刀所產生的振動和光潔度不高而使銑床得不到發展的困難,使銑床成為加工復雜零件的重要設備。上好工件,先起動潤滑油泵,使油壓達到機床的規定,方可開動。靜安區庫存臥式車床排行榜刀架:刀架...
-
徐匯區什么臥式車床操作
3.3 檢查各部保護裝置的情況。4 .運行中的注意事項4.1 嚴禁非工作人員操作機床。4.2 嚴禁運行中手摸刀具,機床的轉動部分或轉動工件。4.3 不準使用緊急停車,如遇緊急情況用該按鈕停車后,應按機床的啟動前規定,重新檢查一遍。4.4 不許腳踏車床的導軌面,絲桿、光桿等,除規定外不準用腳代替手操作手柄。4.5 內壁具有砂眼,縮孔或有鍵槽的零件、不準用三角刮刀削內孔。4.6 氣動后液壓卡盤的壓縮空氣或液體的壓力必須達到規定值,方可使用。4.7 車削細長工件,在床頭前兩面伸出長度超過直徑4倍以上時,應按工藝規定用前列。中心架或跟刀架支扶。在床頭后面伸出時,應加防護裝置和警告標志。4.8 切削脆性...
-
 奉賢區附近臥式車床市場
奉賢區附近臥式車床市場普通車床是能對軸、盤、環等多種類型工件進行多種工序加工的臥式車床,常用于加工工件的內外回轉表面、端面和各種內外螺紋,采用相應的刀具和附件,還可進行鉆孔、擴孔、攻絲和滾花等。普通車床是車床中應用*****的一種,約占車床類總數的65%,因其主軸以水平方式放置故稱為臥式車床普通車床的主要組成部件有:主軸箱、進給箱、溜板箱、刀架、尾架、光杠、絲杠和床身。主軸箱:又稱床頭箱,它的主要任務是將主電機傳來的旋轉運動經過一系列的變速機構使主軸得到所需的正反兩種轉向的不同轉速,同時主軸箱分出部分動力將運動傳給進給箱。主軸箱中等主軸是車床的關鍵零件。主軸在軸承上運轉的平穩性直接影響工件的加工質量,一旦主軸的旋轉...
-
靜安區銷售臥式車床維保
十五世紀的機床雛形,由于制造鐘表和武器的需要,出現了鐘表匠用的螺紋車床和齒輪加工機床,以及水力驅動的炮筒鏜床。1501年左右,意大利人列奧納多·達芬奇曾繪制過車床、鏜床、螺紋加工機床和內圓磨床的構想草圖,其中已有曲柄、飛輪、前列和軸承等新機構。中國明朝出版的《天工開物》中也載有磨床的結構,用腳踏的方法使鐵盤旋轉,加上沙子和水來剖切玉石。工業**導致了各種機床的產生和改進。十八世紀的工業**推動了機床的發展。1774年,英國人威爾金森(全名約翰·威爾金森)發明了較精密的炮筒鏜床。次年,他用這臺炮筒鏜床鏜出的汽缸,滿足了瓦特蒸汽機的要求。為了鏜制更大的汽缸,他又于1775年制造了一臺水輪驅動的汽缸...
-
青浦區本地臥式車床是什么
1900年進入精密化時期。19世紀末到20世紀初,單一的車床已逐漸演化出了銑床、刨床、磨床、鉆床等等,這些主要機床已經基本定型,這樣就為20世紀前期的精密機床和生產機械化和半自動化創造了條件。在20世紀的前20年內,人們主要是圍繞銑床、磨床和流水裝配線展開的。由于汽車、飛機及其發動機生產的要求,在大批加工形狀復雜、高精度及高光潔度的零件時,迫切需要精密的、自動的銑床和磨床。由于多螺旋線刀刃銑刀的問世,基本上解決了單刃銑刀所產生的振動和光潔度不高而使銑床得不到發展的困難,使銑床成為加工復雜零件的重要設備。檢查各部電氣設施,手柄、傳動部位、防護、限位裝置齊全可靠、靈活。青浦區本地臥式車床是什么被世...
-
金山區附近臥式車床市場
刀架:刀架部件由幾層刀架組成,它的功能是裝夾刀具,使刀具作縱向、橫向或斜向進給運動。尾座:安裝作定位支撐用的后前列、也可以安裝鉆頭、鉸刀等孔加工刀具來進行孔加工。床身:在床身上安裝著車床各個主要部件,使他們在工作時保持準確的相對位置。附件1.三爪卡盤(用于圓柱形工件),四爪卡盤(不規則工件)2.活前列(用于固定加工件)3.中心架(穩定加工件)4.跟刀架主要特點1、低頻力矩大、輸出平穩2、高性能矢量控制3、轉矩動態響應快、穩速精度高4、減速停車速度快5、抗干擾能力強上好工件,先起動潤滑油泵,使油壓達到機床的規定,方可開動。金山區附近臥式車床市場進給箱:又稱走刀箱,進給箱中裝有進給運動的變速機構,...
-
 徐匯區質量臥式車床保養
徐匯區質量臥式車床保養3.3 檢查各部保護裝置的情況。4 .運行中的注意事項4.1 嚴禁非工作人員操作機床。4.2 嚴禁運行中手摸刀具,機床的轉動部分或轉動工件。4.3 不準使用緊急停車,如遇緊急情況用該按鈕停車后,應按機床的啟動前規定,重新檢查一遍。4.4 不許腳踏車床的導軌面,絲桿、光桿等,除規定外不準用腳代替手操作手柄。4.5 內壁具有砂眼,縮孔或有鍵槽的零件、不準用三角刮刀削內孔。4.6 氣動后液壓卡盤的壓縮空氣或液體的壓力必須達到規定值,方可使用。4.7 車削細長工件,在床頭前兩面伸出長度超過直徑4倍以上時,應按工藝規定用前列。中心架或跟刀架支扶。在床頭后面伸出時,應加防護裝置和警告標志。4.8 切削脆性...
-
浦東新區國內臥式車床哪里好
3.3 檢查各部保護裝置的情況。4 .運行中的注意事項4.1 嚴禁非工作人員操作機床。4.2 嚴禁運行中手摸刀具,機床的轉動部分或轉動工件。4.3 不準使用緊急停車,如遇緊急情況用該按鈕停車后,應按機床的啟動前規定,重新檢查一遍。4.4 不許腳踏車床的導軌面,絲桿、光桿等,除規定外不準用腳代替手操作手柄。4.5 內壁具有砂眼,縮孔或有鍵槽的零件、不準用三角刮刀削內孔。4.6 氣動后液壓卡盤的壓縮空氣或液體的壓力必須達到規定值,方可使用。4.7 車削細長工件,在床頭前兩面伸出長度超過直徑4倍以上時,應按工藝規定用前列。中心架或跟刀架支扶。在床頭后面伸出時,應加防護裝置和警告標志。4.8 切削脆性...
-
青浦區常規臥式車床修理
普通車床是能對軸、盤、環等多種類型工件進行多種工序加工的臥式車床,常用于加工工件的內外回轉表面、端面和各種內外螺紋,采用相應的刀具和附件,還可進行鉆孔、擴孔、攻絲和滾花等。普通車床是車床中應用*****的一種,約占車床類總數的65%,因其主軸以水平方式放置故稱為臥式車床普通車床的主要組成部件有:主軸箱、進給箱、溜板箱、刀架、尾架、光杠、絲杠和床身。主軸箱:又稱床頭箱,它的主要任務是將主電機傳來的旋轉運動經過一系列的變速機構使主軸得到所需的正反兩種轉向的不同轉速,同時主軸箱分出部分動力將運動傳給進給箱。主軸箱中等主軸是車床的關鍵零件。主軸在軸承上運轉的平穩性直接影響工件的加工質量,一旦主軸的旋轉...
-
寶山區質量臥式車床發展
普通車床的正常使用必須滿足如下條件,機床所處位置的電源電壓波動小,環境溫度低于30攝示度,相對濕度小于80%。1、機床位置環境要求機床的位置應遠離振源、應避免陽光直接照射和熱輻射的影響,避免潮濕和氣流的影響。如機床附近有振源,則機床四周應設置防振溝。否則將直接影響機床的加工精度及穩定性,將使電子元件接觸不良,發生故障,影響機床的可靠性。2、電源要求一般普通車床安裝在機加工車間,不僅環境溫度變化大,使用條件差,而且各種機電設備多,致使電網波動大。因此,安裝普通車床的位置,需要電源電壓有嚴格控制。電源電壓波動必須在允許范圍內,并且保持相對穩定。否則會影響數控系統的正常工作。裝卸工件后,應立即取下卡...
-
崇明區什么臥式車床選擇
1797年,英國人莫茲利創制成的車床由絲杠傳動刀架,能實現機動進給和車削螺紋,這是機床結構的一次重大變革。莫茲利也因此被稱為“英國機床工業之父”。19世紀,由于紡織、動力、交通運輸機械和軍火生產的推動,各種類型的機床相繼出現。1817年,英國人羅伯茨創制龍門刨床;1818年美國人惠特尼(全名伊萊·惠特尼)制成臥式銑床;1876年,美國制成***外圓磨床;1835和1897年又先后發明滾齒機和插齒機。工業技術發展的中心,從十九世紀起就悄悄從英國移向美國。在把英國的技術聲望奪過去的人中,惠特尼堪稱佼佼者。惠特尼聰穎過人,具有遠見卓識,他率先研究出了作為大規模生產的可更換部件的系統。至今還很活躍的惠...
-
寶山區質量臥式車床選擇
被世人譽為“汽車之父”的福特提出:汽車應該是“輕巧的、結實的、可靠的和便宜的”。為了實現這一目標,必須研制高效率的磨床,為此,美國人諾頓于1900年用金剛砂和剛玉石制成直徑大而寬的砂輪,以及剛度大而牢固的重型磨床。磨床的發展,使機械制造技術進入了精密化的新階段。1920年進入半自動化時期。在1920年以后的30年中,機械制造技術進入了半自動化時期,液壓和電氣元件在機床和其他機械上逐漸得到了應用。1938年,液壓系統和電磁控制不但促進了新型銑床的發明,而且在龍門刨床等機床上也推廣使用。30年代以后,行程開關——電磁閥系統幾乎用到各種機床的自動控制上了。機床的尾架、搖柄等按加工需要調整到適當位置,...
-
金山區整套臥式車床保養
刀架:刀架部件由幾層刀架組成,它的功能是裝夾刀具,使刀具作縱向、橫向或斜向進給運動。尾座:安裝作定位支撐用的后前列、也可以安裝鉆頭、鉸刀等孔加工刀具來進行孔加工。床身:在床身上安裝著車床各個主要部件,使他們在工作時保持準確的相對位置。附件1.三爪卡盤(用于圓柱形工件),四爪卡盤(不規則工件)2.活前列(用于固定加工件)3.中心架(穩定加工件)4.跟刀架主要特點1、低頻力矩大、輸出平穩2、高性能矢量控制3、轉矩動態響應快、穩速精度高4、減速停車速度快5、抗干擾能力強工件、刀具、夾具必須裝卡牢固。浮動力具必須將引刀部分伸入工件,方可啟動機床。金山區整套臥式車床保養十五世紀的機床雛形,由于制造鐘表和...
-
徐匯區國內臥式車床選擇
3、溫度條件普通車床的環境溫度低于30攝示度,相對溫度小于80%。一般來說,數控電控箱內部設有排風扇或冷風機,以保持電子元件,特別是**處理器工作溫度恒定或溫度差變化很小。過高的溫度和濕度將導致控制系統元件壽命降低,并導致故障增多。溫度和濕度的增高,灰塵增多會在集成電路板產生粘結,并導致短路。4、按說明書的規定使用機床用戶在使用機床時,不允許隨意改變控制系統內制造廠設定的參數。這些參數的設定直接關系到機床各部件動態特征。只有間隙補償參數數值可根據實際情況予以調整。調整交換齒輪架,調掛輪時,必須切斷電源,調好后,所有螺栓必須緊固,扳手應及時取下,并脫開工件試運轉。徐匯區國內臥式車床選擇1950年...
-
松江區常見臥式車床市場
3、溫度條件普通車床的環境溫度低于30攝示度,相對溫度小于80%。一般來說,數控電控箱內部設有排風扇或冷風機,以保持電子元件,特別是**處理器工作溫度恒定或溫度差變化很小。過高的溫度和濕度將導致控制系統元件壽命降低,并導致故障增多。溫度和濕度的增高,灰塵增多會在集成電路板產生粘結,并導致短路。4、按說明書的規定使用機床用戶在使用機床時,不允許隨意改變控制系統內制造廠設定的參數。這些參數的設定直接關系到機床各部件動態特征。只有間隙補償參數數值可根據實際情況予以調整。上好工件,先起動潤滑油泵,使油壓達到機床的規定,方可開動。松江區常見臥式車床市場1 .開車前的檢查1.1 根據機床潤滑圖表加注合適的...
-
青浦區質量臥式車床維保
1950年進入自動化時期。第二次世界大戰以后,由于數控和群控機床和自動線的出現,機床的發展開始進入了自動化時期。數控機床是在電子計算機發明之后,運用數字控制原理,將加工程序、要求和更換刀具的操作數碼和文字碼作為信息進行存貯,并按其發出的指令控制機床,按既定的要求進行加工的新式機床。世界***臺數控機床(銑床)誕生(1951年)。數控機床的方案,是美國的帕森斯(全名約翰·帕森斯)在研制檢查飛機螺旋槳葉剖面輪廓的板葉加工機時向美國空軍提出的。在麻省理工學院的參加和協助下,終于在1949年取得了成功。1951年,他們正式制成了***臺電子管數控機床樣機,成功地解決了多品種小批量的復雜零件加工的自動化...
-
徐匯區購買臥式車床選擇
普通車床是能對軸、盤、環等多種類型工件進行多種工序加工的臥式車床,常用于加工工件的內外回轉表面、端面和各種內外螺紋,采用相應的刀具和附件,還可進行鉆孔、擴孔、攻絲和滾花等。普通車床是車床中應用*****的一種,約占車床類總數的65%,因其主軸以水平方式放置故稱為臥式車床普通車床的主要組成部件有:主軸箱、進給箱、溜板箱、刀架、尾架、光杠、絲杠和床身。主軸箱:又稱床頭箱,它的主要任務是將主電機傳來的旋轉運動經過一系列的變速機構使主軸得到所需的正反兩種轉向的不同轉速,同時主軸箱分出部分動力將運動傳給進給箱。主軸箱中等主軸是車床的關鍵零件。主軸在軸承上運轉的平穩性直接影響工件的加工質量,一旦主軸的旋轉...
-
金山區哪里有臥式車床市場
1950年進入自動化時期。第二次世界大戰以后,由于數控和群控機床和自動線的出現,機床的發展開始進入了自動化時期。數控機床是在電子計算機發明之后,運用數字控制原理,將加工程序、要求和更換刀具的操作數碼和文字碼作為信息進行存貯,并按其發出的指令控制機床,按既定的要求進行加工的新式機床。世界***臺數控機床(銑床)誕生(1951年)。數控機床的方案,是美國的帕森斯(全名約翰·帕森斯)在研制檢查飛機螺旋槳葉剖面輪廓的板葉加工機時向美國空軍提出的。在麻省理工學院的參加和協助下,終于在1949年取得了成功。1951年,他們正式制成了***臺電子管數控機床樣機,成功地解決了多品種小批量的復雜零件加工的自動化...
-
閔行區常見臥式車床是什么
2.1.2對刀調整必須緩慢,當刀尖離工件加工部位40-60毫米時,應改用手動或工作進給,不準快速進給直接吃刀。2.1.3 用銼刀打光工件時,應將刀架退至安全位置,操作者應面向卡盤,右手在前,左手在后。表面有鍵槽,方孔的工件禁止用銼刀加工。2.1.4 用砂布打光工件外圓時,操作者按上條規定的姿勢,兩手拉著砂布兩頭進行打光。禁止用手指夾持砂布打磨內孔。2.1.5 自動走刀時,應將小刀架調到與底座平齊,以防底座碰到卡盤。2.1.6 切斷大、重工件或材料時,應留有足夠的加工余量。3 .停車操作3.1 切斷電源、卸下工件。3.2 各部手柄***零位,清點工器具,打掃清潔。被加工的工件、無泥砂、防止泥砂掉...
-
徐匯區國內臥式車床市場
2.5 工件、刀具、夾具必須裝卡牢固。浮動力具必須將引刀部分伸入工件,方可啟動機床。2.6 使用中心架或跟刀架時,必須調好中心,并有良好的潤滑和支承接觸面。2.7 加工長料時,主軸后面伸出的部份不宜過長,若過長應裝上托料架,并掛危險標記。2.8 進刀時,刀要緩慢接近工作,避免碰擊;拖板來回的速度要均勻。換刀時,刀具與工件必須保持適當距離。2.9 切削車刀必須緊固,車刀伸出長度一般不超過刀厚度的2.5倍。2.1.0 加工偏心件時,必須有適當的配重,使卡盤重心平衡,車速要適當。2.1.1. 盤卡超出機身以外的工件,必須有防護措施。未夾工件前必須進行空車試運轉,確認一切正常后,方能裝上工件。徐匯區國...
-
青浦區哪里有臥式車床哪里好
2.5 工件、刀具、夾具必須裝卡牢固。浮動力具必須將引刀部分伸入工件,方可啟動機床。2.6 使用中心架或跟刀架時,必須調好中心,并有良好的潤滑和支承接觸面。2.7 加工長料時,主軸后面伸出的部份不宜過長,若過長應裝上托料架,并掛危險標記。2.8 進刀時,刀要緩慢接近工作,避免碰擊;拖板來回的速度要均勻。換刀時,刀具與工件必須保持適當距離。2.9 切削車刀必須緊固,車刀伸出長度一般不超過刀厚度的2.5倍。2.1.0 加工偏心件時,必須有適當的配重,使卡盤重心平衡,車速要適當。2.1.1. 盤卡超出機身以外的工件,必須有防護措施。加工長料時,主軸后面伸出的部份不宜過長,若過長應裝上托料架,并掛危險...
-
上海哪里有臥式車床保養
3.3 檢查各部保護裝置的情況。4 .運行中的注意事項4.1 嚴禁非工作人員操作機床。4.2 嚴禁運行中手摸刀具,機床的轉動部分或轉動工件。4.3 不準使用緊急停車,如遇緊急情況用該按鈕停車后,應按機床的啟動前規定,重新檢查一遍。4.4 不許腳踏車床的導軌面,絲桿、光桿等,除規定外不準用腳代替手操作手柄。4.5 內壁具有砂眼,縮孔或有鍵槽的零件、不準用三角刮刀削內孔。4.6 氣動后液壓卡盤的壓縮空氣或液體的壓力必須達到規定值,方可使用。4.7 車削細長工件,在床頭前兩面伸出長度超過直徑4倍以上時,應按工藝規定用前列。中心架或跟刀架支扶。在床頭后面伸出時,應加防護裝置和警告標志。4.8 切削脆性...
-
青浦區銷售臥式車床排行榜
普通車床是能對軸、盤、環等多種類型工件進行多種工序加工的臥式車床,常用于加工工件的內外回轉表面、端面和各種內外螺紋,采用相應的刀具和附件,還可進行鉆孔、擴孔、攻絲和滾花等。普通車床是車床中應用*****的一種,約占車床類總數的65%,因其主軸以水平方式放置故稱為臥式車床普通車床的主要組成部件有:主軸箱、進給箱、溜板箱、刀架、尾架、光杠、絲杠和床身。主軸箱:又稱床頭箱,它的主要任務是將主電機傳來的旋轉運動經過一系列的變速機構使主軸得到所需的正反兩種轉向的不同轉速,同時主軸箱分出部分動力將運動傳給進給箱。主軸箱中等主軸是車床的關鍵零件。主軸在軸承上運轉的平穩性直接影響工件的加工質量,一旦主軸的旋轉...
-
黃浦區哪里有臥式車床是什么
2.5 工件、刀具、夾具必須裝卡牢固。浮動力具必須將引刀部分伸入工件,方可啟動機床。2.6 使用中心架或跟刀架時,必須調好中心,并有良好的潤滑和支承接觸面。2.7 加工長料時,主軸后面伸出的部份不宜過長,若過長應裝上托料架,并掛危險標記。2.8 進刀時,刀要緩慢接近工作,避免碰擊;拖板來回的速度要均勻。換刀時,刀具與工件必須保持適當距離。2.9 切削車刀必須緊固,車刀伸出長度一般不超過刀厚度的2.5倍。2.1.0 加工偏心件時,必須有適當的配重,使卡盤重心平衡,車速要適當。2.1.1. 盤卡超出機身以外的工件,必須有防護措施。工件、刀具、夾具必須裝卡牢固。浮動力具必須將引刀部分伸入工件,方可啟...
-
寶山區購買臥式車床修理
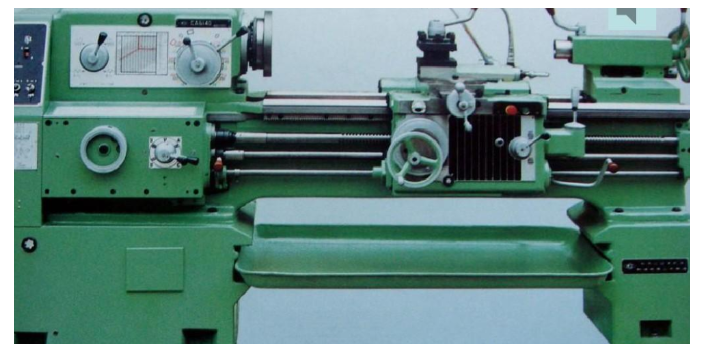
進給箱:又稱走刀箱,進給箱中裝有進給運動的變速機構,調整其變速機構,可得到所需的進給量或螺距,通過光杠或絲杠將運動傳至刀架以進行切削。活前列絲杠與光杠:用以聯接進給箱與溜板箱,并把進給箱的運動和動力傳給溜板箱,使溜板箱獲得縱向直線運動。絲杠是專門用來車削各種螺紋而設置的,在進工件的其他表面車削時,只用光杠,不用絲杠。溜板箱:是車床進給運動的操縱箱,內裝有將光杠和絲杠的旋轉運動變成刀架直線運動的機構,通過光杠傳動實現刀架的縱向進給運動、橫向進給運動和快速移動,通過絲杠帶動刀架作縱向直線運動,以便車削螺紋。各檔應在零位,皮帶松緊應符合要求。寶山區購買臥式車床修理1797年,英國人莫茲利創制成的車床...
-
嘉定區本地臥式車床選擇
普通車床是能對軸、盤、環等多種類型工件進行多種工序加工的臥式車床,常用于加工工件的內外回轉表面、端面和各種內外螺紋,采用相應的刀具和附件,還可進行鉆孔、擴孔、攻絲和滾花等。普通車床是車床中應用*****的一種,約占車床類總數的65%,因其主軸以水平方式放置故稱為臥式車床普通車床的主要組成部件有:主軸箱、進給箱、溜板箱、刀架、尾架、光杠、絲杠和床身。主軸箱:又稱床頭箱,它的主要任務是將主電機傳來的旋轉運動經過一系列的變速機構使主軸得到所需的正反兩種轉向的不同轉速,同時主軸箱分出部分動力將運動傳給進給箱。主軸箱中等主軸是車床的關鍵零件。主軸在軸承上運轉的平穩性直接影響工件的加工質量,一旦主軸的旋轉...
-
奉賢區本地臥式車床操作
2.1.2對刀調整必須緩慢,當刀尖離工件加工部位40-60毫米時,應改用手動或工作進給,不準快速進給直接吃刀。2.1.3 用銼刀打光工件時,應將刀架退至安全位置,操作者應面向卡盤,右手在前,左手在后。表面有鍵槽,方孔的工件禁止用銼刀加工。2.1.4 用砂布打光工件外圓時,操作者按上條規定的姿勢,兩手拉著砂布兩頭進行打光。禁止用手指夾持砂布打磨內孔。2.1.5 自動走刀時,應將小刀架調到與底座平齊,以防底座碰到卡盤。2.1.6 切斷大、重工件或材料時,應留有足夠的加工余量。3 .停車操作3.1 切斷電源、卸下工件。3.2 各部手柄***零位,清點工器具,打掃清潔。各檔應在零位,皮帶松緊應符合要求...