-
 浙江什么是小型加工中心怎么樣
浙江什么是小型加工中心怎么樣數(shù)控系統(tǒng)數(shù)控系統(tǒng)可以說是加工中心的大腦,加工中心的任何加工操作都離不開編程,數(shù)控系統(tǒng)也是比較昂貴的部分了。目前市面上常用的數(shù)控系統(tǒng),分為國產(chǎn)和進(jìn)口兩類,主要有這幾款。進(jìn)口加工中心的數(shù)控系統(tǒng)常用FANCN、三菱、西門子。進(jìn)口加工中心數(shù)控系統(tǒng)具有性能穩(wěn)...
2020-12-13 -
 江蘇咨詢立臥復(fù)合加工中心產(chǎn)品介紹
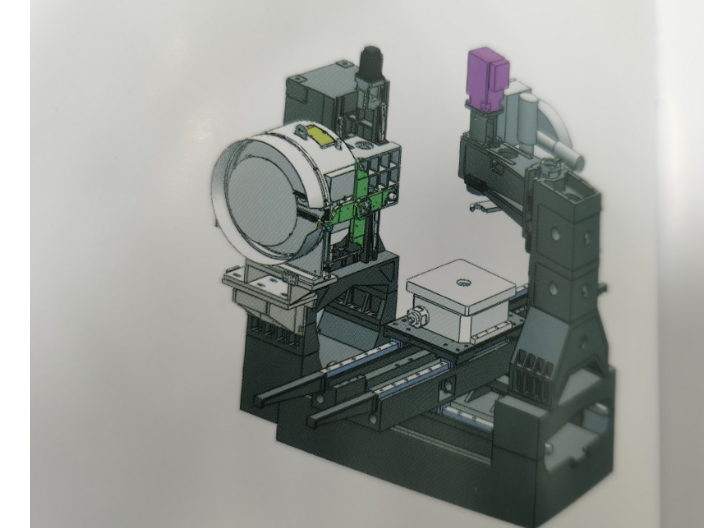
江蘇咨詢立臥復(fù)合加工中心產(chǎn)品介紹蘇州市益五機(jī)械科技有限公司立臥復(fù)合加工中心。其結(jié)構(gòu)特點(diǎn):可選配多主軸復(fù)合、多工位復(fù)合、多功能、高速高精復(fù)合、五軸聯(lián)動復(fù)合、智能化復(fù)合,在現(xiàn)有立臥雙主軸復(fù)合機(jī)床基礎(chǔ)上進(jìn)行第二次開發(fā),滿足各行各業(yè)個(gè)性化需求選配立臥磨削主軸、激光淬火裝置、自動檢測裝置等形成多功...
2020-12-12 -
 南京咨詢立臥復(fù)合加工中心規(guī)格尺寸
南京咨詢立臥復(fù)合加工中心規(guī)格尺寸多工位立臥復(fù)合加工中心,通過旋轉(zhuǎn)傳送裝置對臥式加工工位、立式加工工位和拆裝工位上的 加工平臺進(jìn)行循環(huán)輪轉(zhuǎn),以達(dá)到臥式主軸和立式主軸可對不同工件在不同方向上同時(shí)進(jìn)行加工以及工件拆裝與加工可同時(shí)進(jìn)行的目的,從而提高工件加工歡率。 多工位立臥復(fù)合加工...
2020-12-12 -
 蘇州電動小型加工中心新報(bào)價(jià)
蘇州電動小型加工中心新報(bào)價(jià)小型加工中心是在數(shù)控鏜銑床的基礎(chǔ)上發(fā)展而來,它的加工特點(diǎn)和后者一樣,主要側(cè)重于銑削。不過,無論是采用周銑還是端銑,都會涉及到順銑和逆銑兩種銑削方式,在小型加工中心的實(shí)際加工中采用順銑還是逆銑是每一個(gè)數(shù)控編程工作人員在編程時(shí)必須考慮的工藝問題,因?yàn)樗苯佑绊?..
2020-12-10 -
 太倉定制立臥復(fù)合加工中心咨詢
太倉定制立臥復(fù)合加工中心咨詢臥復(fù)合加工中心在工件一次裝夾的情況下,能對工件上面與側(cè)面進(jìn)行多工序高效復(fù)合精密節(jié)能加工:減少重復(fù)裝夾誤差,特別適用于異性或高精零件加工;高速主軸適用于高速高效加工;低速主軸適用于重負(fù)荷與節(jié)能加工;立臥磨削主軸適用于端面磨削與周邊精密磨削;超高速電主軸適用于...
2020-12-10 -
 新區(qū)推薦型材加工中心設(shè)備設(shè)備銷售
新區(qū)推薦型材加工中心設(shè)備設(shè)備銷售工業(yè)鋁型材除了開模定制的比較特殊意外,經(jīng)過深加工的鋁型材也是非常特殊的。國內(nèi)有很多鋁型材廠,大多數(shù)的鋁型材規(guī)格都非常齊全,像20,30,40甚至90,100,120等系列都是常年現(xiàn)貨供應(yīng)的。但是,能做深加工的廠家卻只有一部分,其中能把深加工做出一定高度的就...
2020-12-07 -
 訂購立臥復(fù)合加工中心價(jià)格貴嗎
訂購立臥復(fù)合加工中心價(jià)格貴嗎多工位立臥復(fù)合加工中心,通過旋轉(zhuǎn)傳送裝置對臥式加工工位、立式加工工位和拆裝工位上的 加工平臺進(jìn)行循環(huán)輪轉(zhuǎn),以達(dá)到臥式主軸和立式主軸可對不同工件在不同方向上同時(shí)進(jìn)行加工以及工件拆裝與加工可同時(shí)進(jìn)行的目的,從而提高工件加工歡率。 多工位立臥復(fù)合加工...
2020-12-07 -
 吳江推薦型材加工中心設(shè)備
吳江推薦型材加工中心設(shè)備鋁型材搭建框架經(jīng)常會用到幾種加工設(shè)備也就切割、鉆孔、攻螺紋的三種加工設(shè)備。這種設(shè)備每個(gè)鋁型材加工廠家都有,下面我們就一起來認(rèn)識一下。 鋁型材切割機(jī) 切割機(jī)是用來切割鋁型材的,鋁型材整支的長度一般是6米,加工成框架前需要將型材切割成規(guī)定...
2020-12-06 -
 無錫供應(yīng)立臥復(fù)合加工中心設(shè)備制造
無錫供應(yīng)立臥復(fù)合加工中心設(shè)備制造什么是立臥復(fù)合加工中心呢?立臥復(fù)合加工中心在工件一次裝夾的情況下,能對工件上面與側(cè)面進(jìn)行多工序高效復(fù)合精密節(jié)能加工:減少重復(fù)裝夾誤差,特別適用于異性或高精零件加工;高速主軸適用于高速高效加工;低速主軸適用于重負(fù)荷與節(jié)能加工;立臥磨削主軸適用于端面磨削與周邊...
2020-12-06 -
 張家港訂購型材加工中心設(shè)備哪家強(qiáng)
張家港訂購型材加工中心設(shè)備哪家強(qiáng)重型角碼自動切割機(jī)、重型雙頭切割機(jī) 這兩種機(jī)器都是用來鋸切工業(yè)鋁型材的,鋁型材生產(chǎn)出來的時(shí)候是6米長,組成框架前需要按照設(shè)計(jì)圖切割成適用長短。這兩種切割機(jī)的精確度非常高,工作效率也非常高。 落地式砂輪機(jī) 砂輪機(jī)是用來刃磨各種刀具、...
2020-12-05 -
蘇州型材加工中心設(shè)備聯(lián)系人
型材加工中心設(shè)備機(jī)器:鋁型材打孔機(jī)器——開式可傾壓力機(jī)沖床 用來組裝框架的鋁型材有時(shí)候需要鉆孔,就要用到?jīng)_床。沖床不僅只可以鉆孔,還可以使得板材或者或者型材彎曲。 一個(gè)完整的鋁型材加工中心不僅只有上述三種基本設(shè)備,還有臺式鉆床、銑鉆床、...
2020-12-03 -
 無錫庫存型材加工中心設(shè)備怎么樣
無錫庫存型材加工中心設(shè)備怎么樣鋁型材加工設(shè)備 型材攻絲注意事項(xiàng): 1.因鋁型材的材質(zhì)比較軟,粘性比較大,用螺旋絲錐、 2.一般的攻絲機(jī)力度比較大,若有鋁削的會直接攻下去,會導(dǎo)致爛牙或者斷絲錐,孔徑增大的問題。 3.與操作也有關(guān)系,...
2020-12-01 -
 常州定制雙主軸加工中心怎么樣
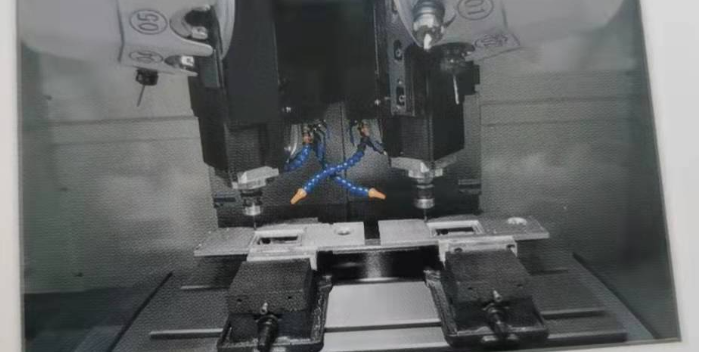
常州定制雙主軸加工中心怎么樣雙主軸加工中心的現(xiàn)狀分析:現(xiàn)代化的加工中心只有在使用相應(yīng)的夾緊裝置的條件下,才能以其較高的切削和進(jìn)給速度,使較高的加速度和較高的主軸轉(zhuǎn)速真正達(dá)到較高的生產(chǎn)效率。夾具可以在很大程度上影響著刀具換裝時(shí)間和上料時(shí)間。而在這段時(shí)間里機(jī)器是處于停機(jī)狀態(tài)的。因...
2020-12-01 -
 江蘇型材加工中心設(shè)備推薦廠家
江蘇型材加工中心設(shè)備推薦廠家型材加工重型設(shè)備從切削工藝上可分為: (1)銑削刀具,包括面銑刀、立銑刀、模具銑刀、鍵槽銑刀、鼓形銑刀等; (2)孔加工刀具,包括了鉆孔刀具、擴(kuò)孔刀具、鉸孔刀具、鏜孔刀具等。 為了適應(yīng)數(shù)控機(jī)床對刀具耐用、穩(wěn)定、易調(diào)...
2020-12-01 -
 上海什么是小型加工中心報(bào)價(jià)表
上海什么是小型加工中心報(bào)價(jià)表刀庫對加工中心來說十分重要,各類工序加工都是由刀庫完成的。刀庫一般分為三種,圓盤式、斗笠式和鏈?zhǔn)降稁臁P⌒图庸ぶ行膿Q刀和刀庫的選擇可以根據(jù)被加工工件的工藝分析結(jié)果來確定所需刀具數(shù)量,通常以需要一個(gè)零件在一次裝夾中所需刀具數(shù)來確定刀庫的容量,...
2020-12-01 -
 太倉定制型材加工中心設(shè)備咨詢
太倉定制型材加工中心設(shè)備咨詢作為新時(shí)代的我們非常有必要去了解一下在這些環(huán)境之中快速使用的工具。型材加工中心就成為了習(xí)中非常典型的一個(gè)代替,它體現(xiàn)出的不僅只是當(dāng)今時(shí)代的高科技化和高智能化的特點(diǎn),更是能夠凸顯出更多促進(jìn)工業(yè)發(fā)展的因素。所以在這樣的一種條件之下,我們非常有必要去詳細(xì)...
2020-12-01 -
 常熟咨詢小型加工中心保養(yǎng)
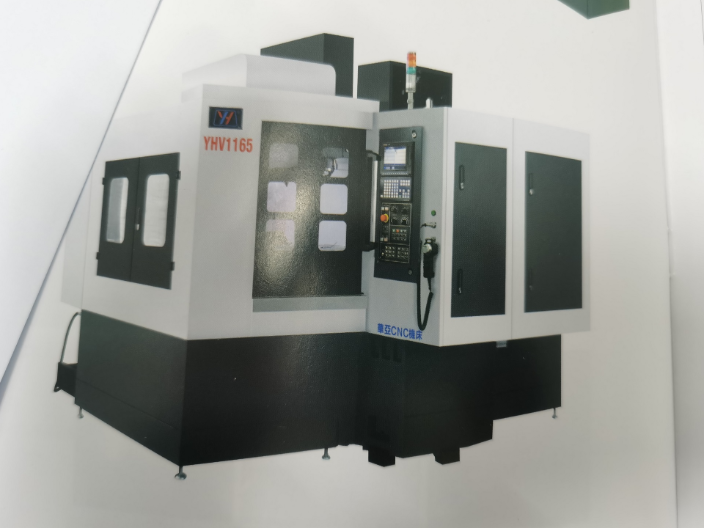
常熟咨詢小型加工中心保養(yǎng)CNC加工中心數(shù)控機(jī)床作為高精度的機(jī)床,防撞是非常必要的,要求操作者養(yǎng)成認(rèn)真細(xì)心謹(jǐn)慎的習(xí)慣,按正確的方法操作機(jī)床,減少機(jī)床撞刀現(xiàn)象發(fā)生。隨著技術(shù)的發(fā)展出現(xiàn)了加工過程中刀具損壞檢測、機(jī)床防撞擊檢測、機(jī)床自適應(yīng)加工等先進(jìn)技術(shù)。小型加工中心很多人都誤會其性能一般...
2020-11-30 -
 昆山制造立臥復(fù)合加工中心怎么樣
昆山制造立臥復(fù)合加工中心怎么樣數(shù)控系統(tǒng)功能分為基本功能與選擇功能,可以從操作方式、用戶功能、控制方式、驅(qū)動形式、反饋形式、接口形式、檢測與測量、報(bào)警與提示、故障診斷等方面綜合衡量。基本功能是必須提供的,而只有當(dāng)用戶選擇了選擇功能后,廠家才會另行提供并另行加價(jià),且定價(jià)一般較高。總...
2020-11-30 -
 江蘇關(guān)于立臥復(fù)合加工中心怎么樣
江蘇關(guān)于立臥復(fù)合加工中心怎么樣由若干級壓氣機(jī)盤裝配而成的轉(zhuǎn)子,可以在配備了動力磨削頭的車加工中心上,精修圓周徑向基準(zhǔn)后,在車削裝夾定位基礎(chǔ)之上,立即磨削各級葉片葉冠端面,是應(yīng)用復(fù)合加工的又一實(shí)例。 車削工藝為主,銑削工藝為輔 車銑復(fù)合加工中心適合加工以車削工...
2020-11-30 -
 南京咨詢型材加工中心設(shè)備價(jià)格貴嗎
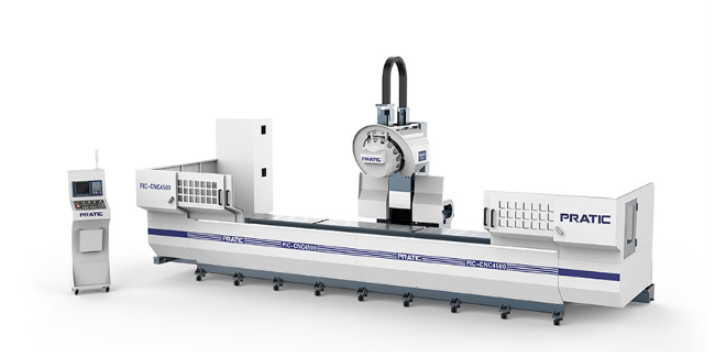
南京咨詢型材加工中心設(shè)備價(jià)格貴嗎什么是型材加工中心?型材加工中心是一種功能較全的數(shù)控加工機(jī)床。它把銑削、鏜削、鉆削、攻螺紋和切削螺紋等功能集中在一臺設(shè)備上,使其具有多種工藝手段。 對條狀或框形材料或型材進(jìn)行切割或鉆孔是門窗等行業(yè)普遍存在的加 工方式,目前對上述條狀或框形型材進(jìn)行加...
2020-11-30 -
 揚(yáng)州銷售立臥復(fù)合加工中心銷售
揚(yáng)州銷售立臥復(fù)合加工中心銷售現(xiàn)有的數(shù)控加工機(jī)床一般都是單獨(dú)臥式或者單單獨(dú)式的,即只能從橫向或者縱向 擇一對工件進(jìn)行加工,而對于不同工件而言,有時(shí)在工件上會同時(shí)有橫向和縱向的加工點(diǎn), 例如橫向鉆孔、縱向鉆孔等,這種情況下,采用現(xiàn)有的單獨(dú)式加工機(jī)床加工工件時(shí),要首先 完成一個(gè)方向的加工后...
2020-11-30 -
 江蘇常規(guī)型材加工中心設(shè)備
江蘇常規(guī)型材加工中心設(shè)備型材加工中心是在加工領(lǐng)域有一種工具,可是這種工具對于很多人來說還比較陌生,尤其是一些經(jīng)常在數(shù)控機(jī)床領(lǐng)域的朋友,甚至都沒有聽說過這種工具的存在。其實(shí)這種工具也是一種專業(yè)的數(shù)控機(jī)床了,只不過專門負(fù)責(zé)對型材進(jìn)行加工,也算得上是一種細(xì)分領(lǐng)域的專業(yè)的加工機(jī)床,這種機(jī)...
2020-11-29 -
 浙江直銷小型加工中心價(jià)格有嗎
浙江直銷小型加工中心價(jià)格有嗎小型加工中心裝刀很簡單,將所裝的刀具類型用途和對應(yīng)的刀座號都記錄下來,在刀庫中任意選擇一個(gè)刀座將刀具裝進(jìn)去就可以了。在換刀時(shí)候就分為以下三種情況:1.加工中心主軸上的刀具是任選刀座,待換刀具是固定刀座步驟:刀庫→選刀→到換刀位→機(jī)械手取出刀具→裝入...
2020-11-29 -
無錫定制立臥復(fù)合加工中心哪個(gè)好
隨著工業(yè)技術(shù)的發(fā)展,對加工零部件的精度要求越來越高,產(chǎn)品加工形狀、加工工藝要求更高,很多零部件原來是分開加工的,由于多次裝夾,零部件的公差難以保證,越來越多的零部件要求一次裝夾完成全部工序的加工,普通的設(shè)備已無法滿足加工需求。如現(xiàn)有的立式加工中心只能對一個(gè)...
2020-11-29 -
 蘇州常規(guī)小型加工中心制品價(jià)格
蘇州常規(guī)小型加工中心制品價(jià)格小型加工中心應(yīng)注意保養(yǎng),上下班之后應(yīng)清掃鐵絲,并及時(shí)加潤滑油,以減少摩擦;選擇適合工件加工的冷卻液,在能達(dá)到其他工序加工要求的情況下,盡量選用較高的主軸轉(zhuǎn)速。需要特別留意的問題:批量加工過程中出現(xiàn)的工件超差小型加工中心具有高精高效的特點(diǎn),在機(jī)械手的參...
2020-11-29 -
浙江品質(zhì)小型加工中心代理價(jià)格
小型加工中心工件逆銑和順銑的基本概念 順銑和逆銑作為銑削加工中的兩種銑削方法被很廣地使用,我們先來看一下它的基本概念,銑削時(shí),銑刀切入工件時(shí)切削速度方向與工件進(jìn)給方向相同,這種銑削方式稱為順銑,順銑時(shí)刀齒的切削厚度從比較大零逐漸遞減至零;如果銑削時(shí),...
2020-11-29 -
 上海什么是立臥復(fù)合加工中心供應(yīng)公司
上海什么是立臥復(fù)合加工中心供應(yīng)公司坐標(biāo)軸行程 很基本的坐標(biāo)軸是X、Y、Z三軸,其行程和工作臺尺寸有相應(yīng)的比例關(guān)系,工作臺面的大小基本上確定了加工空間的大小。如個(gè)別零件的尺寸大于臥式加工中心行程時(shí),則必須要求零件的加工區(qū)域處于機(jī)床的行程范圍之內(nèi),此外還要考慮零件是否與機(jī)床交換刀...
2020-11-28 -
 昆山咨詢型材加工中心設(shè)備價(jià)格有嗎
昆山咨詢型材加工中心設(shè)備價(jià)格有嗎型材加工中心設(shè)備分類可分為以下幾類: 從制造所采用的材料上面可分為:高速鋼刀具、硬質(zhì)合金刀具、陶瓷刀具、超硬刀具。 從結(jié)構(gòu)上面可分為: (1)整體式、鑲嵌式。鑲嵌式刀具可分為焊接式和機(jī)夾式兩種。機(jī)夾式根據(jù)刀體結(jié)構(gòu)不同,也可...
2020-11-28 -
南京制造立臥復(fù)合加工中心
在目前,對于航空零部件,五軸聯(lián)動的數(shù)控銑床以及具有五坐標(biāo)聯(lián)動控制、轉(zhuǎn)臺結(jié)構(gòu)的數(shù)控機(jī)床等復(fù)合設(shè)備的需求增加。復(fù)合化加工包括工序復(fù)合化和功能復(fù)合化。采用五軸聯(lián)動對三維曲面零件進(jìn)行加工時(shí),可調(diào)整刀具的比較好幾何形狀來進(jìn)行切削,不僅加工表面粗糙度低,而且效...
2020-11-28 -
 蘇州訂購型材加工中心設(shè)備制品價(jià)格
蘇州訂購型材加工中心設(shè)備制品價(jià)格整個(gè)社會正處于不斷進(jìn)步和發(fā)展的過程之中任何一個(gè)行業(yè)都離不開進(jìn)步和吸取新的養(yǎng)分,尤其是對于現(xiàn)在發(fā)展比較快速的工業(yè)來說,如果長期不能夠跟隨時(shí)代發(fā)展的腳步停滯不前的話,難免就會失去很多發(fā)展的機(jī)會。所以在這個(gè)時(shí)候作為一個(gè)發(fā)展歷史比較悠久的行業(yè)更是要關(guān)注這樣一些問...
2020-11-28