湖州好的摩擦焊
攪拌摩擦焊仍存在以下問題:(1)焊縫無增高在接頭設(shè)計時要特別注意這一特征。焊接角接接頭受到限制,接頭形式必須特殊設(shè)計。(2)需要對焊縫施加大的壓力,限制了攪拌摩擦焊技術(shù)在機器人等設(shè)備上的應(yīng)用。(3)焊接結(jié)束由于攪拌頭的回抽在焊縫中往往殘留攪拌指棒的孔,所以必要時,焊接工藝上需要添加“引焊板或退出板”。(4)被焊零件需要由一定的結(jié)構(gòu)剛性或被牢固固定來實現(xiàn)焊接;在焊縫背面必須加一耐摩擦力的墊板。(5)要求對接頭的錯邊量及間隙大小必需嚴格控制(6)目前只限于對輕金屬及其合金的焊接。總之,與熔焊相比,它是一種高質(zhì)量、高可靠性、***率、低成本的綠色連接技術(shù)。目前,攪拌摩擦焊已經(jīng)可以焊接全部牌號的鋁及其合金,如1000系列(純鋁)、2000系列(AL-Cu合金)、3000系列(AL-Mn合金)、4000系列(AL-Si合金)、5000系列(AL-Mg合金)、6000系列(AL-Mg-Si合金)、7000系列(AL-Zn合金)、8000系列(其它鋁合金)。也已實現(xiàn)鋁基復(fù)合材料以及鑄材和鍛壓板材的鋁合金攪拌摩擦焊。鋁合金攪拌摩擦焊的可焊厚度從初期的~,現(xiàn)已在工業(yè)生產(chǎn)中應(yīng)用攪拌摩擦焊成功地焊接了厚度為~25mm鋁合金。并且已實現(xiàn)單面焊的厚度達50mm、雙面焊可以焊接70mm的鋁合金。供應(yīng)摩擦焊設(shè)備的蘇州供應(yīng)商,就找蘇州市益五機械。湖州好的摩擦焊
蘇州益五機械摩擦焊,是指利用工件接觸面摩擦產(chǎn)生的熱量為熱源,使工件在壓力作用下產(chǎn)生塑性變形而進行焊接的方法。
[1]在壓力作用下,是在恒定或遞增壓力以及扭矩的作用下,利用焊接接觸端面之間的相對運動在摩擦面及其附近區(qū)域產(chǎn)生摩擦熱和塑形變形熱,使及其附近區(qū)域溫度上升到接近但一般低于熔點的溫度區(qū)間,材料的變形抗力降低、塑性提高、界面的氧化膜破碎,在頂鍛壓力的作用下,伴隨材料產(chǎn)生塑性變形及流動,通過界面的分子擴散和再結(jié)晶而實現(xiàn)焊接的固態(tài)焊接方法。
廣西好的摩擦焊摩擦焊設(shè)備優(yōu)點和優(yōu)勢詳情介紹。

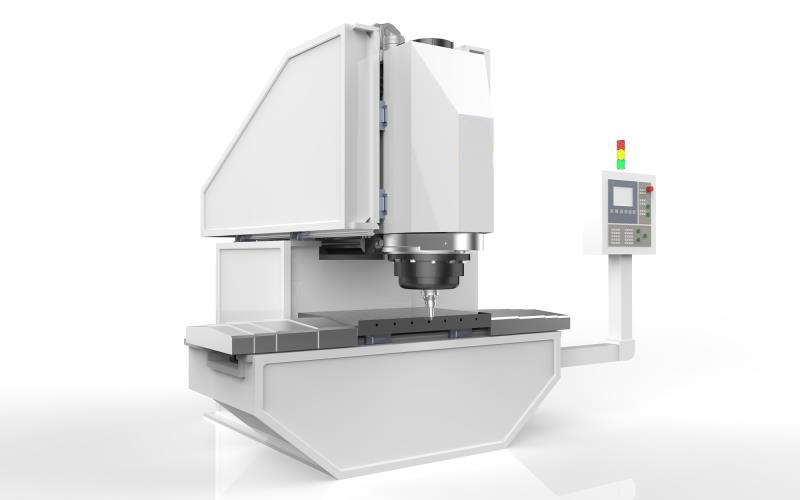
益五機械為您揭秘一維攪拌摩擦焊設(shè)備特點。
一維拌摩擦焊設(shè)備的特點還在于攪拌摩擦焊設(shè)備焊縫質(zhì)量好:焊縫是在塑性狀態(tài)下受擠壓完成的,屬于固相焊接,因而其接頭不會產(chǎn)生于冶金凝固有關(guān)的一些如裂紋、夾雜、氣孔以及合金元素的燒損等熔焊缺點和脆化現(xiàn)象,焊縫性能接近母材,力學(xué)性能優(yōu)異。適于焊接鋁、銅、鉛、鈦等非金屬以及合金以及鋼鐵材料,符合材料等,也可用于異種材料的鏈接。
蘇州市益五機械科技有限公司主要提供型材加工中心、摩擦焊、慢走絲、加工中心等高精、高速加工設(shè)備的銷售及服務(wù),與多家生產(chǎn)企業(yè)保持良好的合作關(guān)系。
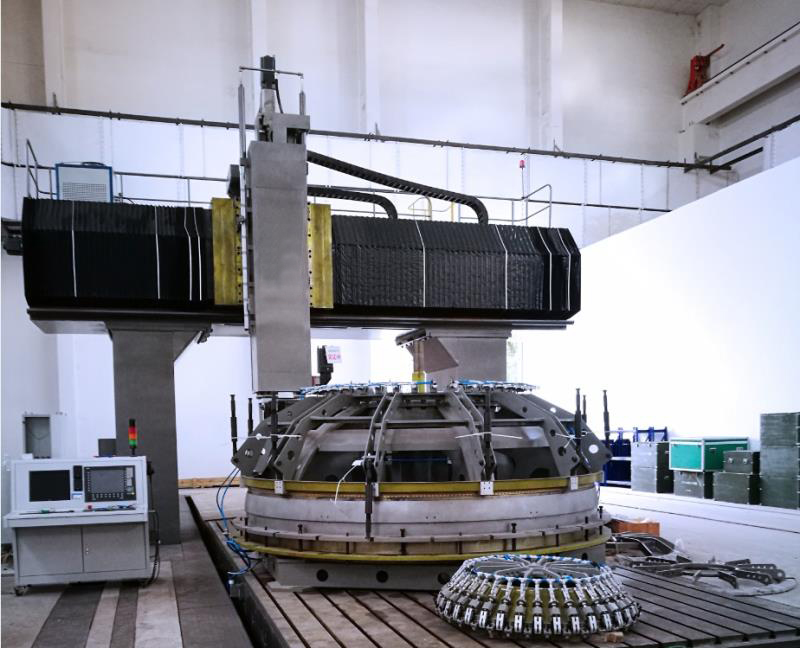
航空航天攪拌摩擦焊工藝技術(shù)有哪些?攪拌摩擦焊工藝技術(shù)之——曲面:
錐面焊接是一種空間曲面結(jié)構(gòu)焊接技術(shù),主要應(yīng)用于火箭前端錐段等結(jié)構(gòu)的焊接。我司針對錐面焊接的特殊要求,研制開發(fā)五軸聯(lián)動設(shè)備,并開發(fā)了相應(yīng)的工藝,成功實現(xiàn)了錐面空間復(fù)雜曲面的焊接,焊接接頭性能完全能滿足使用要求,為火箭殼體、雷達面板、飛機蒙皮等 曲面結(jié)構(gòu)的焊接奠定了基礎(chǔ)。
航空航天攪拌摩擦焊工藝技術(shù)有哪些?
航空航天攪拌摩擦焊工藝技術(shù)之——厚板:
對于厚板較大的材料,攪拌摩擦焊可以避免普通熔焊所面臨的的多道焊接的問題,大幅度提高焊接效率;同時可以減少焊接熱輸入,提高接頭性能。目前,我司已成功實現(xiàn)100mm鋁合金(單面)、35mm銅合金(單面)等大厚度材料的焊接問題,接頭性能滿足使用要求并優(yōu)于常規(guī)熔焊的接頭性能,為進一步拓展FSW的應(yīng)用領(lǐng)域奠定了基礎(chǔ)。
攪拌摩擦焊設(shè)備供應(yīng)商電話咨詢。
其壽命會有差別。在實際施焊過程中,以達到規(guī)定的焊縫長度或達到規(guī)定的使用時間為其壽命。例如焊接板厚6mm的6082-T6鋁合金時,焊接長度為800m。當攪拌頭壞損后,一定要把殘留在焊縫內(nèi)的破損的攪拌指棒取出。目前,采用肉眼觀察檢驗攪拌頭是否破損,是不容易的。在實際施焊過程中,達到規(guī)定的壽命,必須更換攪拌頭,然后通過研磨等修復(fù)處理后再使用。4.攪拌頭的前進角攪拌頭的前進角是指攪拌頭中心軸線與工件表面垂線之間的夾角。在一般情況下,攪拌頭的前進角定為3-5o。確定前進角的目的,一般認為它可以提高攪拌頭的壽命,促進摩擦引起的焊縫金屬塑性流動,消除產(chǎn)生缺點的傾向。攪拌頭的前進角對焊縫金屬塑性流動的影響如圖2-4所示。當改變攪拌頭的前進角時,焊縫金屬的塑性流動停滯點發(fā)生很大變化。從圖中可以看出,在攪拌頭的前進角為零度時,即攪拌頭與工件表面垂直,焊縫金屬的塑性流動停滯點處于焊根部中心,隨著前進角角度的增大,攪拌力增大,塑性流動的停滯點向焊縫上方移動,這有利于消除缺點。圖1-4攪拌頭前進角對焊縫金屬的塑性流動停滯點位置的影響5.攪拌頭的位置攪拌頭的位置是被焊金屬與攪拌頭的相對位置有關(guān)的參數(shù)。為了獲得沒有缺點的良好接頭。質(zhì)量摩擦焊設(shè)備價格咨詢,就找蘇州市益五機械。臺州摩擦焊賣價
蘇州市益五機械為您介紹摩擦焊設(shè)備。湖州好的摩擦焊
航空航天攪拌摩擦焊工藝技術(shù)有哪些?蘇州市 益五機械科技有限公司為您介紹:
攪拌摩擦焊設(shè)備工藝技術(shù)之——T型接頭: T型接頭采用特殊的焊接夾具,對中、薄板T型構(gòu)件實行單面焊三面成型技術(shù),降低焊接熱輸入、減少焊接變形,因此T型接頭攪拌摩擦焊可能是一種極具發(fā)展前景的工藝方法。針對軌道交通領(lǐng)域的市場需求,我司積極開展攪拌摩擦焊T型接頭的研究工作,接頭性能滿足使用要求并且優(yōu)于常規(guī)熔焊的接頭性能,為進一步拓展FSW的應(yīng)用領(lǐng)域奠定了基礎(chǔ); 湖州好的摩擦焊
蘇州市益五機械科技有限公司致力于機械及行業(yè)設(shè)備,是一家服務(wù)型的公司。公司業(yè)務(wù)涵蓋型材加工中心,摩擦焊,慢走絲,鉆攻等,價格合理,品質(zhì)有保證。公司注重以質(zhì)量為中心,以服務(wù)為理念,秉持誠信為本的理念,打造機械及行業(yè)設(shè)備良好品牌。益五機械秉承“客戶為尊、服務(wù)為榮、創(chuàng)意為先、技術(shù)為實”的經(jīng)營理念,全力打造公司的重點競爭力。
- 浙江訂購尼得科龍門加工中心產(chǎn)品介紹 2025-04-19
- 江西銷售尼得科龍門加工中心代理價格 2025-04-19
- 湖南五軸尼得科龍門加工中心新報價 2025-04-19
- 安徽常規(guī)尼得科龍門加工中心設(shè)備制造 2025-04-19
- 常規(guī)尼得科龍門加工中心規(guī)格尺寸 2025-04-19
- 湖北進口尼得科龍門加工中心簡介 2025-04-19
- 山東銷售尼得科龍門加工中心機床 2025-04-17
- 福建品質(zhì)尼得科龍門加工中心注意事項 2025-04-15
- 定制尼得科龍門加工中心 2025-04-15
- 浙江提供尼得科龍門加工中心供應(yīng)公司 2025-04-15
- CIP700冷等靜壓機規(guī)格 2025-04-19
- 南京皮帶輸送機促銷價 2025-04-19
- 浙江螺栓達克羅廠家 2025-04-19
- 陜西吸送式配料系統(tǒng)設(shè)計 2025-04-19
- 無錫激光精密加工聯(lián)系電話 2025-04-19
- 六合區(qū)附近哪里有機械密封 2025-04-19
- 安徽均質(zhì)機 2025-04-19
- 上海pefe特氟龍噴涂找哪家 2025-04-19
- 韶關(guān)打包機廠家 2025-04-19
- 山西城市道路設(shè)施建設(shè)設(shè)計 2025-04-19